
Ian Melin-Jones
Ted Baker achieves seasonal sustainability with DS Smith
Fashion retailer enhances sustainability credentials with reusable e-commerce box
Ted Baker set out to improve the sustainability of its e-commerce packaging, while retaining its trademark ‘wow’ factor for customers. For an innovative solution, Ted turned to leading packaging strategist, DS Smith.
Responding to a changing market
With an increasing awareness on issues relating to improved environmental performance, Ted Baker wanted to take the lead in redesigning their packaging to better respond to their customers’ needs.
As part of this revamp, packaging production was on shored – moving it from the Far East back to the UK - a decision which contributed to the reduction of company’s carbon footprint, while allowing the brand the flexibility to update the packaging design to reflect seasonal campaigns, and the reactivity to deal with increased peaks in trade.
In need of packaging robust enough to withstand multiple journeys through a complex supply chain, the new e-commerce packaging focused on the reuse and recycle principles of the circular economy. Working with DS Smith, the company developed a completely recyclable box with the aim of reusing 20% of its boxes annually – a target that has already been exceeded with an average reuse rate of 27%. To accompany the new box, an innovative reusable and resealable sleeve was designed, using the brand’s bold and exciting designs.
Rob Carle, UK Head of Sales, e-commerce at DS Smith, said “The sleeve protects the parcel during transit and means that customers can return items in the same box by simply reversing the sleeve and securing it back around the box. It arrives back in the Distribution Centre with no labels on it, and so can be used again for other customer orders, doing potentially upwards of three journeys through the courier network.”
Georgina Jarvis, Print Production Manager at Ted Baker, said “Finding a solution to the environmental considerations of packaging returns has been an ongoing challenge. By working with DS Smith, we were able to make the concept a reality.”
Testing the concept
Protecting the product and the condition of the box is a vital role of the sleeve. For this reason, the packaging design and its eight size variations were tested in DS Smith’s state-of-the-art DISCS laboratory to simulate the rigours of the e-commerce supply chain journey. A significant amount of time was spent testing the packaging for efficiency on Ted Baker’s packing line to ensure that pack time was not affected.
The unboxing experience
Focusing on sustainability, it was important for Ted Baker to have a partner able to respond quickly to any design and print requests. Alongside improving the sustainability of the packaging, the inside of the box and the new sleeve provide a blank canvas for colourful and impactful lithographic designs to enhance the customer unboxing experience. The decorative print on the interior of the box is hidden from view on arrival to the customer and gives an added ‘wow factor’ during the unboxing experience.
Georgina explains, “Developing a collaborative relationship with DS Smith and finding the perfect solution to our e-commerce packaging has been a fulfilling experience.”
Rob adds, “Ted Baker are really pushing the boundaries of packaging design with new print techniques, and it’s exciting for DS Smith to be supporting them on this constantly evolving brief each season.”
Ted Baker and DS Smith are continuing to develop new seasonal print designs to entice and engage customers, while striving to increase the continued use of the boxes and maintain momentum on improving sustainability metrics for the company.
For more information on DS Smith and its digital print capabilities, please visit: https://www.dssmith.com/packaging
For more information on Ted Baker and its global sustainability strategy, please visit: http://www.tedbakerplc.com/teds-responsibilities/sustainability-and-the-environment
Verso Announces New Anthem Plus® Coated Paper Promotion
American Product. American Jobs. American Pride.
Verso Corporation, a leading producer of coated papers, has just introduced a new promotion for its economy coated paper, Anthem Plus®, titled Anthem Plus®. Solid Performer. The promotion features the product's satin finish and matching digital companion, Blazer Digital®.
"Anthem Plus® is the all-American economy coated paper with all the qualities and performance commercial printers want at the price they need," said Verso President of Graphic and Specialty Papers Mike Weinhold. "It has 92-bright, blue-white optics in gloss and satin finishes, from 60 lb. text to 130 lb. cover. It also offers USPS-compliant 7 pt. and 9 pt. basis weights and a matching digital product, Blazer Digital®. Anthem Plus® is made with pride right here in the U.S., supporting local economies and American jobs. That's why it's known as the all-American product."
The promotion demonstrates the print quality of Anthem Plus® Satin 100 lb. text and cover and includes crossover pages showcasing the compatibility of Blazer Digital® Satin 100 lb. text. With beautiful solids and brilliant reproduction, Anthem Plus® and Blazer Digital® are the go-to economy coated stocks for offset and digital applications.
"Anthem Plus® is a great sheet that comes with Verso's superior service and immediate availability, which means our customers get what they need, when and where they need it," said Verso Brand Manager Tim Nordin. "With more than 200 Anthem Plus® SKUs in our warehouses across the country, we're ready to meet our customers' needs day-in and day-out, even when demand surges. Verso is willing and able to quickly cut custom sizes of Anthem Plus® to meet our customers' just-in-time delivery needs."
"Verso's paper mills have served the toner market with the very best in coated papers for more than two decades, delivering digital papers expertise, dedicated production capacity and the broadest digital papers product portfolios in the industry," said Verso Brand and Product Manager Michelle Garrett. "Blazer Digital® is an economical, 92-bright coated digital paper with basis weight and finish choices similar to Anthem Plus®."
Anthem Plus® has the flexibility to perform in virtually every sheetfed printing application, including direct mail, brochures, catalogs, posters, newsletters, calendars, bill stuffers, flyers and manuals. It is available with post-consumer recycled fiber, complies with Lacey Act requirements and is chain-of-custody tri-certified to the Forest Stewardship Council® (FSC® - C014984 -BV-COC-953662), Programme for the Endorsement of Forest Certification™ (PEFC™ - BV-PEFCCOC-US09000012), and Sustainable Forestry Initiative® (SFI® - BV-SFICOC-US09000011) standards.
To learn more about Anthem Plus® and Blazer Digital®, please visit versoco.com.
About Verso
Verso Corporation is the turn-to company for those looking to successfully navigate the complexities of paper sourcing and performance. A leading North American producer of specialty and graphic papers, packaging and pulp, Verso provides insightful solutions that help drive improved customer efficiency, productivity, brand awareness and business results. Verso's long-standing reputation for quality and reliability is directly tied to our vision to be a company with passion that is respected and trusted by all. Verso's passion is rooted in ethical business practices that demand safe workplaces for our employees and sustainable wood sourcing for our products. This passion, combined with our flexible manufacturing capabilities and an unmatched commitment to product performance, delivery and service, make Verso a preferred choice among commercial printers, paper merchants and brokers, converters, publishers and other end users. For more information, visit us online at versoco.com
SOURCE Verso Corporation
Sofidel unveils new recyclable packaging for leading household paper towel regina blitz and regina toilet paper
This latest step towards responsible and sustainable packaging practices is part of a more comprehensive product innovation strategy from the Sofidel Group
Sofidel, one of the leading global manufacturers of tissue paper for hygienic and domestic use – particularly well-known for its Regina brand – enhances its commitment to innovation and sustainability by launching its single-roll household towel Regina Blitz wrapped in kraft paper, a plant-based material that is renewable, biodegradable and easy to recycle – rather than plastic.
 The Regina brand is well known for its Regina Blitz household towel which has entered the hearts and homes of so many consumers. For this reason, the first product wrapped in kraft paper packaging launched by the Group to the UK market will be Regina Blitz household paper towel which is scheduled to hit UK stores in mid-October.
The Regina brand is well known for its Regina Blitz household towel which has entered the hearts and homes of so many consumers. For this reason, the first product wrapped in kraft paper packaging launched by the Group to the UK market will be Regina Blitz household paper towel which is scheduled to hit UK stores in mid-October.
This has been a standout year for the Regina Blitz brand, named the winner in the ‘Household Paper Category’ in the 2019 ‘Product of the Year Awards’. The Regina Blitz packaging will replace the previous polyethylene packaging.
This is one of a number of initiatives that Sofidel is implementing this year: the company is also announcing the launch of two new products that join now the Regina product range: Regina Seriously Soft and Regina Seriously Strong toilet papers wrapped in Mater-Bi® – a biodegradable and compostable material which contains constituents from natural origin.
Philippe Defacqz, Sofidel Line of Business Director – Brand comments; “Regina keeps looking to the future. Regina products hold a leading position in the marketplace thanks to their high level of quality and innovation that the brand brings with it to offer the best product experience to our consumers”.
This move aligns the brand to the growing consumer demand for environmentally friendly and sustainable solutions to the category and comes as part of an extensive product innovation strategy currently being implemented by the Group.
The Group is implementing eco-conscious packaging solutions in a bid to help fight the increasing amount of global plastic pollution. Sofidel is aiming to eliminate the equivalent of 600 tonnes of plastic a year from the packaging of its main European brands (including Regina, Cosynel, Nalys, Le Trèfle, Sopalin and KittenSoft) by the end of 2020. This will be achieved mainly thanks to the introduction of paper packaging in place of or alongside the existing products.
A new phase in the environmental sustainability strategy
The announcement is part of a broader vision, the overall goal set by the Sofidel Group is a 50% reduction in the use of conventional plastic in its production by 2030 (compared to 2013), which is equivalent to the elimination of over 11,000 tonnes of plastic released onto the market every year.
Sofidel’s ongoing commitment to its environmental strategy remains consistent with the policies and investments implemented in recent years by the Group, specifically:
- responsible procurement of raw material (100% virgin pulp certified by independent third parties in compliance with forestry certification schemes)
- energy-efficient plants (over 100 million euros in investments in cogeneration, photovoltaic, hydroelectric and biomass energy over a period of 10 years – 2009/2018)
- rational use of water resources within production processes (7.1 l/kg against a sector benchmark of 15-25 l/kg)
- technological innovation of production assets (Advantage New Tissue Technology (NTT) paper machines by Valmet and Constellation converting lines by Fabio Perini)
The Sofidel Group
The Sofidel Group is one of the leading manufacturers of paper for hygienic and domestic use worldwide. Established in 1966, the Group has subsidiaries in 13 countries – Italy, Spain, the UK, France, Belgium, Germany, Sweden, Poland, Hungary, Greece, Romania, Turkey and the USA - with more than 6,000 employees, net sales of 1,706 million Euros (2018) and a production capacity of over one million tonnes per year (1,308,000 tonnes in 2018). “Regina”, its most well-known brand, is present on almost all the reference markets. Other brands include: Softis, Le Trèfle, Sopalin, Thirst Pockets, KittenSoft, Nalys, Cosynel, Yumy, Volare, Lycke, Forest, Nicky, Papernet. A member of the UN Global Compact and the international WWF Climate Savers program, the Sofidel Group considers sustainability a strategic factor with regards to growth and is committed to promoting socially and environmentally responsible development.
A Toscotec-supplied tissue machine comes online at Marutomi mill in Japan.
The Marutomi Group started up a MODULO-PLUS ES tissue machine supplied by Toscotec at its Marutomi Paper’s mill in Fuji city, Shizuoka, Japan. This is the first of two tissue lines ordered by the Japanese producer. The second line is scheduled for start-up in 2020 at Ono Paper’s mill.
The MODULO-PLUS ES machine features a sheet width of 2,850 mm, an operating speed of 1,500 m/min and produces over 22,000 tpy of high quality tissue. It is equipped with TT NextPress, a second generation TT SYD, TT Hood-Duo steam-heated hoods and Toscotec’s proprietary Distributed Control System TT DCS, which was developed especially for this project on a Mitsubishi platform, in cooperation with the Japanese Corporation.

The scope also includes Toscotec’s patented TT SAF (Short Approach Flow) system, dust and mist removal systems, an automatic shaft return system on the pope reel and an in-line shaft puller. The service package consists of the plant’s detailed engineering, erection supervision, commissioning and start-up assistance.
With this new line, Toscotec’s shoe press technology TT NextPress counts another reference in Asia, following various successful installations in Portugal, Italy, South Africa and China. Thanks to the flexible regulation of its load and tilt, TT NextPress delivers highly consistent moisture across the sheet and a softer and bulkier tissue, while ensuring maximum energy efficiency in the drying process.
Mr. Shinichi Kato, Vice President of Marutomi Engineering Co., Ltd., says, “Toscotec met our targets in terms of project management, delivery and execution. Toscotec, with the collaboration of Kobayashi Engineering Works, supported us 100%, making adjustments and proactively helping the progress of the project. Both commissioning and start-up went very well. We are happy with the paper quality we are getting right after start-up and our team is already working with Toscotec to fine-tune all the key parameters. We expect great results on the energy efficiency of this production line”.
Andrea Paganucci, Toscotec Project Manager, says, “The effective cooperation both with Marutomi team and Kobayashi Engineering Works, who supported the entire project, led to this successful outcome. Since the beginning of the installation, we proceeded according to schedule, like clockwork, towards our common objective”.
About Marutomi Paper Co., Ltd.
Founded in 1955, Marutomi Paper is one of the main tissue producers in Japan. The Marutomi Group today mainly specializes in toilet tissue from 100% recycled fiber, with an annual production output of 150,000 tons, of which 95% of toilet tissue and 5% of kitchen towel, and an estimated market share of 15%.
For further information, please contact:
Marco Dalle Piagge, Sales Director, Toscotec Tissue division, This email address is being protected from spambots. You need JavaScript enabled to view it.
Gabriele Martinelli, Area Sales Manager Asia & Pacific, Toscotec Tissue division, This email address is being protected from spambots. You need JavaScript enabled to view it.
Valmet to supply a board machine to JK Paper Limited in India
Valmet will supply a board machine with an extensive automation and Industrial Internet package for JK Paper Limited’s Fort Songadh Mill in India. By investing in the latest coated board technology, JK Paper targets to increase its market share on a growing Indian market and to serve the market with more local supply. The start-up of the machine is scheduled for the end of 2020.
![]() The order is included in Valmet's orders received of the third quarter 2019. The value of the order is not disclosed.
The order is included in Valmet's orders received of the third quarter 2019. The value of the order is not disclosed.
“To increase our market share on the growing Indian market, we wanted to invest in coated board technology we could really rely on. For this reason, we tested the technology concepts at Valmet’s pilot facilities. We are also planning to use the piloting services to further develop our paper board products later in the project. Valmet’s know-how on coated board making with a long list of good references further strengthened our decision,” says S.K. Jain, Head of Packaging Board Project, JK Paper Limited.
“I’m really pleased that Valmet was chosen as the main supplier in this project. In addition to board machine technologies, we will deliver a large scope of chemical systems – our first chemical system delivery in India. Our strong know-how on special coating and excellent wet end technology references in India and other countries in Asia further contributed to reaching the agreement,” says Varun Jain, Director, India Region, Valmet.
Technical details about the delivery
Valmet’s delivery will include a new coated board machine from the headboxes to reel with air dryers, chemical systems, heat recovery and other boardmaking systems. The coating is applied in multiple coating stations including a technologically advanced Opti Coat Layer coating station, which applies two coating layers simultaneously. A disc filter by Valmet’s new Mill Process Solutions Business Unit (former GL&V) and a vast automation system package with Valmet Performance Center (VPC) services with on-demand expert support will also be included in the delivery.
The 4,250-mm-wide (wire) board machine will produce folding boxboard, solid bleached board (SBS) as well as cup and barrier board grades.
Information about the customer JK Paper Limited
JK Paper Limited was established in 1962 with an integrated pulp and paper plant. JK Paper Ltd. has two large integrated paper manufacturing units, JK Paper Mills, Rayagada, Odisha and Central Pulp Mills, Songadh, Gujarat, with a combined annual capacity of 455,000 tons. It is the market leader in Branded Copier paper segment and among the top two players in Coated Paper and high-end Packaging Boards in India. It offers a wide premium quality paper product range. Subsequent to commissioning of the new board machine and the Sirpur unit, the overall production shall increase to about 800,000 TPA.
For further information, please contact:
Varun Jain, Director, India Region, Valmet, tel. +91 (96548) 13696
Mika Ollikainen, Vice President, Sales and Marketing, Board and Paper Mills, Valmet, tel. +358 452711711
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2018 were approximately EUR 3.3 billion. Our more than 13,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward – every day. Valmet's head office is in Espoo, Finland, and its shares are listed on the Nasdaq Helsinki.
Read more www.valmet.com
Cargill launches new high-performance wet-end starch to improve packaging paper making process
C*iBond™ 25957 enables improvement of paper strength and quality combined with increased production efficiency for paper manufacturers
Cargill has expanded its range of packaging ingredients with the launch of C*iBond® 25957, a high-performance, cationic, wet-end starch specifically designed for packaging paper applications.
C*iBond® 25957 maximizes fiber bonding, significantly improves paper strength and quality, while enhancing production performance in an environmentally-friendly and cost-efficient way. Obtained from renewable resources, the wheat-based starch offers high levels of availability and is designed for applications such as case material, folding box board, solid bleached board and plasterboard.
“This is an important addition to our innovative C*iBond® range of wet-end starches, which gives manufacturers greater control over the papermaking process and improves formation, drainage, retention and strength of the finished paper,” says Regis Houze, Cargill paper and packaging category manager.

The new starch enables improved fiber/filler retention during the wet-end phase, increased fiber bonding and reduced fiber loss on water. Its excellent dewatering behavior has the potential to accelerate the drying process and further increase production speed.
C*iBond® 25957 helps fulfil the rising demand among manufacturers for environmentally-friendly packaging solutions. “Because of its improved bonding characteristics, this starch enables the use of a higher proportion of recycled fiber, while allowing paper producers to recycle more water. There is a reduced need for additional chemicals as it leaves less residue during the wet-end phase,” says Andreas Voigt, Cargill senior technical service specialist.
For more than forty years, Cargill has been working closely with papermakers to understand their needs and offer a highly functional range of products for wet-end, surface treatment and coating applications. We will continue to innovate and contribute with added-value solutions to the current broad range of starches and derivatives for industrial use.
Lenzing contracts Wood to deliver world´s largest lyocell plant
Sbtl.: Professional partner confirms start-up date of the project in Thailand
Bangkok – With the recently announced plans to establish a lyocell production facility in Thailand, the Lenzing Group is taking an important step in meeting the strong demand for lyocell fibers and is further strengthening the company´s position as an industry leader in the specialty cellulosic fibers market. The proposed plant will be the largest lyocell plant in the world, with an annual capacity of 100,000 tons. The total investment volume for the first production line, including infrastructure and site development, amounts to approximately EUR 400 million. Up to four such lines can be potentially integrated and operated on the site. The project is of great importance to Lenzing as it is the first step in bringing lyocell production to Asia, featuring the largest markets, the most important customers and the most extensive growth potential in specialty fiber production.

Industrial Park 304 in Prachinburi: the ideal site for this project
The project to build a plant in Prachinburi, Thailand was approved in June 2019. Industrial Park 304 in Prachinburi, located about 150 kilometers east of the Thai capital Bangkok, was selected due to its excellent overall infrastructure and the sustainable biogenic energy supply, which will help Lenzing to meet its ambitious CO2 targets. Above all, the excellent cooperation with the Thailand Board of Investment (BOI), the country’s free trade agreements with China and easy access to ASEAN’s growing middle class market were all decisive factors in selecting this site. The availability of local staff (for the planned workforce of close to 300 employees) with the required educational background to drive growth was also an important factor. The well-established operator of the industrial park, with whom Lenzing has already signed contracts for utility services, was also a reason for choosing Prachinburi.
Wood – the ideal engineering partner
A further important step was the selection of a professional engineering partner for crucial tasks such as detailed engineering, purchasing and construction management and supervision, including quality, safety, cost
and progress control. These services will be provided as part of an Engineering, Procurement and Construction
Management (EPCM) contract.
With Wood, Lenzing has found the ideal partner for this – both companies signed an EPCM contract on the
15th of August 2019. Wood was selected on the basis of having the skills needed for a project of this size and an experienced team with a strong reputation for delivering in line with project stipulations. An important element for Lenzing is the start-up date of this project which was also confirmed by Wood. Following the plant completion in the third quarter of 2021, Lenzing expects to produce the first fibers at this site in the fourth quarter of the same year.
“Growing organically on a global scale requires a strong partner in designing and building up the production assets. I am convinced that we have found the right partner in Wood. During the kick-off meetings we could feel the energy of the integrated team and their eagerness to drive that project to a successful completion and start-up in the second half of 2021”, says Heiko Arnold, CTO of the Lenzing Group.
Mike Collins, President of Capital Projects in Wood’s Asset Solutions business across Europe, Africa, Asia & Australia, adds: “We are delighted to have been chosen by Lenzing to help deliver what will be the world’s largest lyocell plant. Being selected to lead a project of this scale and complexity is testament to the outstanding technical capability we have in our Asia Pacific business, and our strong understanding of the local market environment in Thailand where we have been operating for over 50 years.”
About the Lenzing Group
The Lenzing Group stands for ecologically responsible production of specialty fibers made from the renewable raw material wood. As an innovation leader, Lenzing is a partner of global textile and nonwoven manufacturers and drives many new technological developments.
The Lenzing Group’s high-quality fibers form the basis for a variety of textile applications ranging from elegant ladies clothing to versatile denims and high-performance sports clothing. Due to their consistent high quality, their biodegradability and compostability Lenzing fibers are also highly suitable for hygiene products and agricultural applications.
The business model of the Lenzing Group goes far beyond that of a traditional fiber producer. Together with its customers and partners, Lenzing develops innovative products along the value chain, creating added value for consumers. The Lenzing Group strives for the efficient utilization and processing of all raw materials and offers solutions to help redirect the textile sector towards a closed- loop economy.
TENCEL™, VEOCEL™, LENZING™, REFIBRA™, ECOVERO™, LENZING MODAL™, LENZING VISCOSE™, MICROMODAL™ und PROMODAL™ are trademarks of Lenzing AG.
Improved paper quality and increased production capacity with Voith BlueLine products at Umka in Serbia
Increasing production capacity by over 90 percent and switching to more economic raw materials while increasing cleanliness of the end products – these were the two goals of the Serbian paper manufacturer Umka d.o.o. when upgrading its cardboard machine BM1. Part of the project was thereby an upgrade of the stock preparation with an InjectaCell Compact flotation unit and InfiltraDiscfilter disc filter from Voith’s BlueLine portfolio. Due to the excellent performance of the new products, the company has laid the groundwork to achieve these goals.
- Compact flotation – minimum space requirement and excellent technological results
- Robust disc filters with wide operating window
The whole rebuild project was part of Umka’s initiative to expand its production from approximately 105,000 metric tons of cardboard per year to more than 200,000 metric tons. Until that time, Umka has supplied 30 European countries with cardboard in three quality grades. The increased capacity gives the company, founded in 1939, the opportunity to tap into other markets.
 Voith BlueLine stock preparation with InjectaCell Compact
Voith BlueLine stock preparation with InjectaCell Compact
On the lookout for cost-effective raw materials
During the rebuild, not only was the capacity on the agenda, but so too was the quality of the raw materials. The demand for the bright white recovered paper used by Umka had increased significantly in recent years. Also, it was becoming more and more difficult to buy raw material, and prices were continuously rising. Plant operators were therefore setting their sights increasingly on more cost-effective raw materials such as newspaper and magazine paper, which were available on the market in sufficient quantities. However, the technology required to process such raw material grades is considerably more advanced compared to conventional approaches. Investing in a new stock preparation system was therefore an important first step toward implementing the corporate strategy. “Previously, we worked with one loop and without a flotation system, but the planned changes were inconceivable with this arrangement. Our long-term goals could only be realized by integrating a flotation unit into a second loop,” explains Dragoslav Nešković, Project Leader at Umka.
The Voith team’s first task was to extend the existing stock preparation to deal with the new challenges, like reliably removing contaminants such as inks, stickies and glue from the paper suspension. To increase storage capacity of the stock preparation and to separate water loops from paper machine for improved paper machine performance, a disc filter was installed.
Compact flotation – minimum space requirement and excellent technological results
As a smart solution to effectively integrate the new machines into the existing building, Umka selected the InjectaCell Compact flotation unit ICC2/44 in combination with InfiltraDiscfilter IDF370. The new compact flotation system from Voith’s BlueLine range is based on InjectaCell (ICC) technology. It saves up to 50 percent energy compared to Voith’s famous EcoCell, which was the standard until 2012.
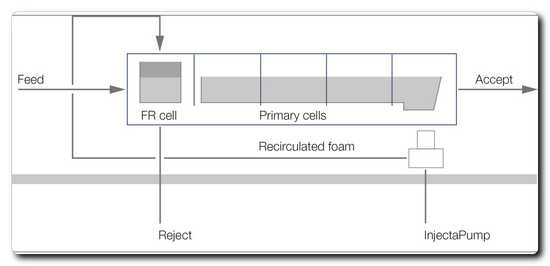 Schematic drawing of the InjectaCell Compact flotation system
Schematic drawing of the InjectaCell Compact flotation system
In InjectaCell Compact, secondary flotation cells are omitted. The first primary cells take over their task in addition to their normal duty. Due to this combined function, they are called fiber recovery (FR) cells. The foam from the consecutive primary cells is re-aerated by special injectors in these fiber recovery cells, thus maintaining the yield on an excellent level. A further important aspect of the InjectaCell Compact is the InjectaPump (ICP). InjectaPump is a combination of foam destroyer and pump that brings the foam from the primary cells to the fiber recovery injectors. As this is installed close to the flotation cells and no foam tank is needed any more, the whole InjectaCell Compact unit can be mounted on one floor.
The essential components of the flotation unit date back to the late 1960s. Profound knowledge in the properties of deinking foam and customer needs led to the development of this unique concept of fiber recovery cells. “The compact flotation technology is quite new. However, the feedback from all customers which operate InjectaCell Compact has always been very positive,” Dr. Antje Voiron from Voith points out. Despite their compact design, the quality of the results is comparable to that of conventional two-stage flotation systems. Thanks to the innovative technology, Umka can produce a fiber suspension with precisely the properties that the company requires for its products.
Robust disc filters with wide operating window
The wide range of raw materials and the successive increase of the production by more than 40 percent were also special challenges in this project. Thanks to the robustness of InfiltraDiscfilter, it can accommodate broad production ranges and varying freeness of the used furnish. In conventional filters using polypropylene (PP) filter bags, such conditions need extremely close operator attention in order to avoid damage of the PP bags. The BaglessPlus discs take such variations easy. Its design is based on many years of experience with over 500 installed filter discs. Their unique bagless technology makes the InfiltraDiscfilters robust and reliable – two characteristics that are most wanted in the paper industry.
 Voith BlueLine stock preparation with InfiltraDiscfilter
Voith BlueLine stock preparation with InfiltraDiscfilter
Both InfiltraDiscfilter and InjectaCell Compact have proven to be highly reliable, simple to operate and virtually maintenance-free. The operating costs, which are lower compared to conventional technologies, were a further argument for Umka to decide to work with Voith stock preparation equipment again after many years.
The board machine currently produces about 130,000 metric tons of paper, and Umka is already taking a positive view: “The performance of the InjectaCell Compact and the InfiltraDiscfilters has fully met our expectations. Our employees also appreciate the easy operation and reliability of Voith products,” says Dragoslav Nešković, Project Leader at Umka.
About the Voith Group
The Voith Group is a global technology company. With its broad portfolio of systems, products, services and digital applications, Voith sets standards in the markets of energy, oil & gas, paper, raw materials and transport & au-tomotive. Founded in 1867, the company today has more than 19,000 em-ployees, sales of € 4.2 billion and locations in over 60 countries worldwide and is thus one of the large family-owned companies in Europe.
The Group Division Voith Paper is part of the Voith Group. As the full-line supplier to the paper industry, it provides the largest range of technologies, services, components and products on the market and offers paper manu-facturers solutions from one single source. The company’s continuous stream of innovations takes papermaking to the next level and facilitates resource-conserving production. With its Servolution concept, Voith offers its customers tailored service solutions for all sections of the production process. Voith Papermaking 4.0 ensures that equipment is optimally con-nected, while the secure use of generated data enables paper manufactur-ers to improve plant availability and efficiency.
Millions more coffee cups destined for James Cropper
Earlier this week, the winners of The Cup Fund by Hubbub and Starbucks were announced at a launch event in London. James Cropper is proud to have been selected as the recycling partner on four of these projects.
An estimated seven million coffee cups from cities across the country including Bristol, York, Gloucester and London, will be headed to the Lake District as a result. The coffee cups, collected by the Bristol Waste Company, Forge Recycling, Better Bankside, Team London Bridge and Paper Round recycling schemes, will be given a second life using James Cropper’s CupCyclingTMfacility.

As a perfect example of circular design, the cups will be transformed into beautiful packaging, paper and an array of stationery – giving businesses the chance to go green when it comes to paper supplies.
Richard Burnett, market development manager at James Cropper, commented:“We are thrilled to have been selected as a partner on these innovative projects. Each project will have a significant impact on how Britons recycle their coffee cups, by providing both education and recycling facilities to the public.
“We have recycled over 100 million coffee cups at our CupCyclingTM facility already but have the capacity to for up to 500 million per year; being part of these initiatives will enable us to give more used coffee cups a second life as premium paper and packaging products.
“This is a huge step forward in creating value from the used coffee cup waste stream, and we’re delighted to be part of it.”
The winners of The Cup Fund will commence their projects from September 2019, with James Cropper ready to receive bales of used coffee cups immediately.
About James Cropper
James Cropper is a prestige paper innovator based in the English Lake District, supplying distinct, custom-made paper products to many of the world’s leading luxury brands, art galleries and designers.
Throughout 174 years of high-quality paper production, the business has been carefully stewarded and nurtured by six generations of the Cropper family and is renowned globally for individual expertise in colour, dedicated responses to the most challenging custom projects and award-winning commitment to the highest standards of sustainability.
James Cropper is a member of the Paper Cup Recovery & Recycling Group (PCRRG), a cross-industry group that exists to develop collection and recycling opportunities for paper cups and identify and support solutions that sustainably transform used paper cups into a valuable resource. For more information, visit www.pcrrg.uk
Verso Showcases Sterling® Premium Coated Paper in ELEVATE YOUR IMPRESSION Promotion
Verso Corporation (NYSE: VRS) continues to celebrate the power of print in its latest promotion titled Sterling® Premium. ELEVATE YOUR IMPRESSION. Sterling® Premium is Verso's premium coated sheetfed printing paper.
"Sterling® Premium has set a new standard for premium coated papers," said Verso President of Graphic and Specialty Papers Mike Weinhold. "The combination of optics with premium surface quality, print performance, product breadth, sustainability, Verso service and an affordable price makes Sterling® Premium a great choice for marketers who want to elevate their brand's image and make a lasting impression."
ELEVATE YOUR IMPRESSION. This beautifully printed set of cards is the fourth in a series of promotions for Sterling® Premium. The cards showcase the 96 bright, white shade, exceptional surface and print quality of 120 lb. Sterling® Premium Silk Cover and 120 lb. Sterling® Premium Digital™ for HP Indigo Silk Cover through colorful, attention-grabbing imagery printed using creative techniques and special inks, including chrome (metallic), fluorescent DayGlo® and vibrant Kaleido® inks.
"This promotion demonstrates and celebrates the power and possibilities of print," said Verso Brand Marketing Manager Ryan Graham. "In branding, a great first impression entices customers to explore and learn more. Print not only delivers an immediate and captivating draw to your brand with rich, colorful imagery, but also provides a tactile experience that no electronic media can match. There's no doubt that printing on Sterling® Premium delivers eye-catching graphics and a human touch that will elevate your brand and leave a lasting impression," he said.
Made in the U.S.A., Sterling® Premium has the widest and deepest offering of any premium grade, with a full line of sizes and finishes including gloss, silk and matte, with weights to meet a broad spectrum of requirements. Sterling® Premium offers true premium selection, with the industry's broadest range of basis weights—70 lb. text through 130 lb. cover, including 7 pt. and 9 pt. caliper guaranteed products for direct mail. The product line also includes two matching digital companion products, Sterling® Premium Digital™ and Sterling® Premium Digital™ for HP Indigo, guaranteed on all digital offset, toner and HP Indigo print equipment. Sterling® Premium is manufactured with 10% post-consumer waste (PCW) recycled fiber, complies with Lacey Act requirements and is chain-of-custody tri-certified to the Forest Stewardship Council® (FSC® - C014984 -BV-COC-953662), Programme for the Endorsement of Forest Certification™ (PEFC™ - BV-PEFCCOC-US09000012), and Sustainable Forestry Initiative® (SFI® - BV-SFICOC-US09000011) standards.
To learn more about Sterling® Premium, please visit our website versoco.com.
About Verso
Verso Corporation is the turn-to company for those looking to successfully navigate the complexities of paper sourcing and performance. A leading North American producer of specialty and graphic papers, packaging and pulp, Verso provides insightful solutions that help drive improved customer efficiency, productivity, brand awareness and business results. Verso's long-standing reputation for quality and reliability is directly tied to our vision to be a company with passion that is respected and trusted by all. Verso's passion is rooted in ethical business practices that demand safe workplaces for our employees and sustainable wood sourcing for our products. This passion, combined with our flexible manufacturing capabilities and an unmatched commitment to product performance, delivery and service, make Verso a preferred choice among commercial printers, paper merchants and brokers, converters, publishers and other end users. For more information, visit us online at www.versoco.com