
Ian Melin-Jones
Agreement between Recard and Grand Bay Paper and Care Products Group

Agreement between Recard and Grand Bay Paper and Care Products Group for the installation of a new paper mill in Guatemala
To be able to meet the growing demand in the different markets of the Latin-American area and pursue a regional growth plan, the Grand Bay Paper and Care Products Group has stipulated an agreement regarding the installation of a new paper mill for the production of soft papers (toilet rolls, table napkins, facial tissue, kitchen towels) with the Italian company Recard.
This new investment will be set up in Guatemala, in Central America, through the branch company Papelera Internacional S.A., and will constitute the basis for the expansion of the activities in the region of Central America and the Caribbean.
 The new machine, whose start-up is scheduled for mid-October 2018, boasts a drying capacity of 120 t/d and a maximum speed of 2000 m/min. The machine will run on 100% virgin fiber or 100% secondary fiber. Recard will supply a turnkey service that includes 3 pulp preparation lines for long fibers, short fibers and broke, approach flow system, related ancillary equipment and complete mechanical and electrical assembly.
The new machine, whose start-up is scheduled for mid-October 2018, boasts a drying capacity of 120 t/d and a maximum speed of 2000 m/min. The machine will run on 100% virgin fiber or 100% secondary fiber. Recard will supply a turnkey service that includes 3 pulp preparation lines for long fibers, short fibers and broke, approach flow system, related ancillary equipment and complete mechanical and electrical assembly.
“This new order by Painsa”, commented Mauro Michelini, General Manager, “is a great reason for pride for us because it allows us to work once again with people with whom we have established a great rapport, and this is foundational in order to pursue satisfactory technical results”.
The Grand Bay group
The Grand Bay group is a Latin-American consortium with over 65 years’ experience in the area. Present in the markets of Central America, the Caribbean and the Andean region, it carries out its activities directly from the facilities located in Venezuela, Colombia, Trinidad, Panama and Guatemala, and is specialized in the production and sale of soft papers (toilet rolls, table napkins, facial tissue, kitchen towels), directly serving over 20 countries in Latin-America.
With this new investment, the Grand Bay Group intends improving the service standards available to customers and offering high quality products that meet the increasingly pressing demands of consumers in the region, maintaining its leading position from a technological point of view and with a focus on responsible, efficient and ecosustainable management of the resources.
Valmet's polarized forming fabrics revolutionize water drainage in paper-making
Forming fabrics have an essential role in water drainage in the wire section of a paper machine. By introducing the new generation's polarized forming fabrics, Valmet revolutionized water drainage in the wire section.
"Our polarized forming fabrics have been piloted in paper-machines for over a year now. After the polarized technology entered the market in 2016, we have seen its advantages through our customers' performance. The machines run cleaner, number of breaks is reduced, retention is higher, just to mention a few. The unique polarized structure makes a big difference in the fabric performance compared to what we have seen before," says Pekka Kortelainen, Product Technology Manager at Valmet.
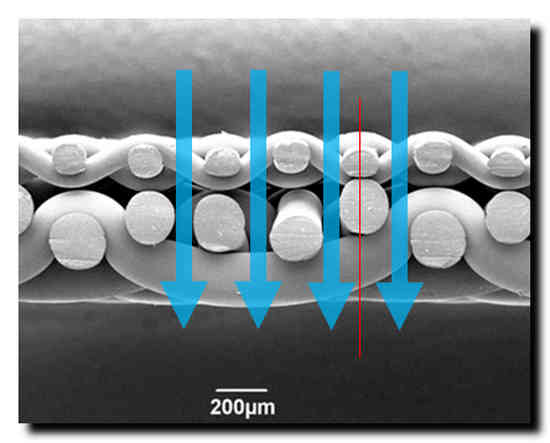 Drainage with standard SSB fabric
Drainage with standard SSB fabric
Polarized structure improves the machine runnability and performance
Traditionally, all SSB (sheet support binding) fabrics have had direct drainage channels. In the polarized structure, the machine direction yarns on both the paper side and the roll side are shifted to form an off-stacked structure. This special structure removes the direct drainage channels traditionally used in forming fabrics.
"The unique polarized structure allows controlled initial drainage in the paper-making process. That improves retention and helps keeping the machine clean. Good runnability and cleanliness reduce breaks and therefore increase production capacity remarkably. Cost-savings are created by for example being able to use less chemicals," explains Kortelainen.
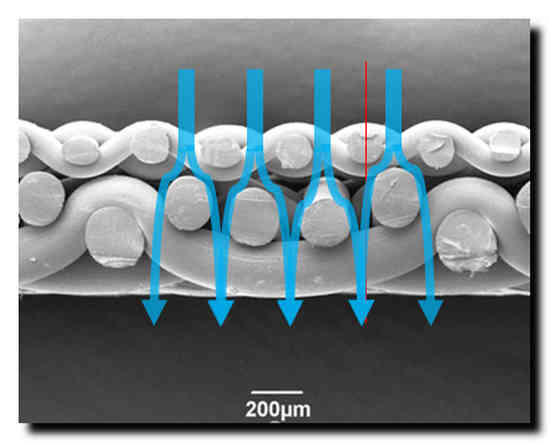 Diffuse drainage with polarized fabric
Diffuse drainage with polarized fabric
Customer satisfaction on an excellent level
To this date Valmet has sold about 300 polarized Valmet Forming Fabrics and over 90% of the customers who have tested the new fabric type have seen its benefits and continued to run it on their machines.
"Our target was to further improve formation without losing our good dewatering, and already the first trials proved the advantages of the polarized structures. We were able to significantly improve formation as we wanted, but the cleanliness and runnability were also good, and the dry content remained excellent. Since that first trial, those polarized fabrics have become our standard Valmet design fabrics. Valmet has been Parenco's key partner in paper machine clothing for over 30 years, and we truly appreciate their support and excellent services," says Yan Vassart, Operations Manager at Parenco in Netherlands.
The polarized structure can be utilized in all SSB forming fabric types, which makes it suitable for all paper machines.
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2016 were approximately EUR 2.9 billion. Our 12,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.
BillerudKorsnäs cartonboard facilitated three winning entries in the prestigious European Carton Excellence Award 2017
Cartonboard material from BillerudKorsnäs, a leading global provider of sustainable packaging materials and solutions, has been used in three winning categories at the prestigious European Carton Excellence Awards, including the most prestigious “Carton of the Year”.
On September 21, 2017, the 21st edition of the European Carton Excellence Award, Europe’s most renowned award for carton packaging, was held and BillerudKorsnäs and their converter and brand owner partners went home with three prestigious awards.

“It’s a great honor to be part of and being able to help our customers, both converters and brand owners, with realizing all their great visions, design and environmental packaging ideas. At BillerudKorsnäs we have developed a series of materials creating no need for compromises. Our cartonboard is made from primary fibers, making it so strong that the packaging weight can be reduced without compromising performance, making it possible for both beautiful, functional and environmental packages.” says Magnus Levinsson, Business Segment Director Cartonboard at BillerudKorsnäs.
Together with Domenis 1898 SRL and Lucaprint, BillerudKorsnäs won the most reputable award “Carton of the Year” with the entry Geometrie Cividât. The classic gin is elegantly presented in a diagonally cut carton, where the round bottle is perfectly secured inside the functional and attractive design, making it stand out and at the same time enhance the sophisticated quality of the product. The superior quality and printability of BillerudKorsnäs cartonboard made sure that the cartons designer, Ufficio Tecnico Lucaprint and Giulia Toscanelli, could realize their vision which in the end resulted in being crowned the best carton of the year.
BillerudKorsnäs also helped liquorish manufacturer LIQ and producer VG Kvadra Pak JSC to win best packaging in the “Confectionary” category with their prgifemium packaging “LIQ gift set”. The t set consists of one large gift box which holds four small cube boxes, all made from BillerudKorsnäs cartonboard. The small boxes have a double layer of material produced from eco-friendly cartonboard material, which helps to achieve a more natural and matte look and at the same time allows for excellent printing quality and what the jury named “an exceptional experience”.
First place in the “Drinks” category went to the French Jolival together with VG Angoulème who designed and produced the entry ‘Eco-Fontaine Jolival’, a transportable five-litre water fountain that requires no maintenance or electricity. Made of BillerudKorsnäs cartonboard the carton can be recycled or refilled and therefore has multiple lifecycles, an extremely eco-friendly concept. The use of cartonboard for both cups and dispenser also helps to limit the use of plastics, doubling the positive environmental, which the jury called “ideal”.
Description, jury's comments and pictures are available at:
Carton of the Year/Geometrie Cividât: http://www.procarton.com/awards/carton-excellence- award/2017/categories/carton-of-the-year/
Winner Confectionary category/VG Kvadra Pak JSC: http://www.procarton.com/awards/carton- excellence-award/2017/categories/confectionery/
Winner Drinks category/ VG Angoulème http://www.procarton.com/awards/carton-excellence- award/2017/categories/drinks/
BillerudKorsnäs provides packaging materials and solutions that challenge conventional packaging for a sustainable future. We are a world-leading provider of primary fibre based packaging materials and have customers in over 100 countries. The company has 8 production sites in Sweden, Finland and the UK and about 4300 employees in over 13 countries. BillerudKorsnäs has an annual turnover of about SEK 22 billion and is listed on Nasdaq Stockholm. www.billerudkorsnas.com
AkzoNobel develops novel technology platform to manufacture a wide range of ethylene amines
AkzoNobel's Specialty Chemicals business has developed a novel technology platform for producing ethylene amines and their derivatives from ethylene oxide. As well as significantly reducing raw material consumption per ton of product, it also offers a substantially improved cost and sustainability profile when compared with existing processes.
 Egbert Henstra The flexibility of the technology will allow the selective production of a wide range of end products, enabling the company to expand its amines product offering. AkzoNobel intends to start construction of a demonstration plant in 2018 to showcase the competitiveness of the platform and validate the products with customers.
Egbert Henstra The flexibility of the technology will allow the selective production of a wide range of end products, enabling the company to expand its amines product offering. AkzoNobel intends to start construction of a demonstration plant in 2018 to showcase the competitiveness of the platform and validate the products with customers.
The range of ethylene amines targeted includes, but is not limited to, DETA (diethylenetriamine) and TETA (triethylenetetramine), which are key building blocks in a number of growth applications such as epoxy curing, oil and road additives, and paper.
"We are excited to announce this technology, which underlines our commitment to the global ethylene amines market," said Joppe Smit, General Manager of AkzoNobel's Ethylene Amines business. "It offers unique benefits to our customers in comparison to mainstream technology and we strongly believe it has the potential to become a game-changer in the industry."
Added Egbert Henstra, Managing Director of AkzoNobel's Ethylene and Sulfur Derivatives business: "Launching this technology strengthens our product portfolio and will further improve the company's position as one of the leaders in the ethylene amines industry. Establishing this unique position is of strategic importance to our business."
Commenting on the development, Peter Nieuwenhuizen, RD&I Director of Specialty Chemicals at AkzoNobel, said: "The development of this novel technology is another great example of AkzoNobel's commitment to growth through innovation. In addition, it underlines our commitment to make a positive and lasting impact on a more sustainable planet."
He added that substantial efforts have been made to protect the new technology platform via a comprehensive patent portfolio.
AkzoNobel creates everyday essentials to make people's lives more livable and inspiring. As a leading global paints and coatings company and a major producer of specialty chemicals, we supply essential ingredients, essential protection and essential color to industries and consumers worldwide. Backed by a pioneering heritage, our innovative products and sustainable technologies are designed to meet the growing demands of our fast-changing planet, while making life easier. Headquartered in Amsterdam, the Netherlands, we have approximately 46,000 people in around 80 countries, while our portfolio includes well-known brands such as Dulux, Sikkens, International, Interpon and Eka. Consistently ranked as a leader in sustainability, we are dedicated to energizing cities and communities while creating a protected, colorful world where life is improved by what we do
ÅF digitalises Millcon’s production
ÅF has been commissioned to introduce a new digital production system for Millcon, which works with paperboard rewinding for the paper industry.
The new production system is an important part of Millcon’s digitalisation strategy and will lead to better utilisation, planning and control of the production process.
– Increased digitalisation is a prerequisite for us to grow while maintaining high product quality and providing fast deliveries, says Johan Millgårdh, CEO of Millcon.
The production system is based on ÅF’s proprietary ÅF MES platform, which is also used by other clients like Holmen, BillerudKorsnäs, Stena Recycling and Semper.
– With our solution, Millcon will have full control over its production process with a solution that can be integrated with the external systems of its customers and partners, says Richard Hellberg, assignment manager at ÅF.
Commissioning is scheduled for January 2018.
Valmet will supply a new tissue production line to Crown Paper Mill in Abu Dhabi
Valmet will supply a complete tissue production line, including Focus rewinder and an extensive automation package to Crown Paper Mill (CPM) in Abu Dhabi. The new Advantage DCT 200HS line will fulfill the company's demand of new capacity of high quality tissue products for the Middle East market. Start-up is planned for the second half of 2018.
The order is included in Valmet's third quarter 2017 orders received. The value of the order is not disclosed.
![]() "Besides the well-known fact that Valmet is a global leader in the pulp and paper industry, Valmet ensures that their machines are equipped with the latest technology, which is why Crown Paper Mill opted for the DCT 200 tissue machine. CPM believes that after the successful completion of the factory's expansion, CPM will anchor its position as the leading tissue jumbo roll manufacturer in the region," Mr. Abdullah Al Khateeb, Managing Director of CPM.
"Besides the well-known fact that Valmet is a global leader in the pulp and paper industry, Valmet ensures that their machines are equipped with the latest technology, which is why Crown Paper Mill opted for the DCT 200 tissue machine. CPM believes that after the successful completion of the factory's expansion, CPM will anchor its position as the leading tissue jumbo roll manufacturer in the region," Mr. Abdullah Al Khateeb, Managing Director of CPM.
"We are proud that our capability to supply complete tissue mill equipment with superior technology, e.g. Advantage ViscoNip press and Advantage ReTurne energy recovery system, were considered as important success factors for customer's future expansion plans. We are excited to support CPM's expansion plans and their ambition to provide high-quality products to their customers," Kent Nika, Sales Manager, Valmet.
Technical information about the delivery
The new tissue machine will have a width of 5.6 m and a design speed of 2,000 m/min and will add 65,000 tons tissue paper per year to Crown Paper Mill's current production of high-quality facial, toilet tissue and kitchen towels.
Valmet's scope of delivery will comprise a complete tissue production line featuring stock preparation systems, an Advantage DCT 200HS tissue machine and Focus Rewinder line. The machine is equipped with OptiFlo headbox and Valmet cast alloy Yankee cylinder as well as the Advantage technology including ViscoNip press, ReTurne energy recovery system, AirCap hood, WetDust dust system and SoftReel reel. The delivery also includes an extensive automation package with Valmet DNA, process controls and Valmet IQ quality controls. Complete engineering, installation, supervision, training, start-up and commissioning is also included in the delivery.
Information about the customer
Crown Paper Mills LLC is a producer of Jumbo tissue paper rolls. The mill has an annual production capacity of 35,000 tons of tissue for facial, toilet, kitchen, towel, napkin, C-fold and carrier grades for the UAE market and surrounding region.
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2016 were approximately EUR 2.9 billion. Our 12,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.
Xiangdong Zhu appointed Area President, China at Valmet's Executive Team
Mr. Xiangdong Zhu (B.Sc. (Eng.), MBA) has been appointed Area President of Valmet's China area as of 1 October, 2017. He will be a member of Valmet's Executive Team and report to President and CEO Pasi Laine.
 Xiangdong Zhu is currently employed at Valmet as Vice President, Services in China. He has a long background at Valmet spanning in total 17 years in different management positions. During his career he has also worked in management positions at Stora Enso and Voith Paper in China. Xiangdong Zhu has gained wide experience from the businesses and customer industries that are at Valmet's strategic core - large process technology projects, automation and services to pulp, paper and energy industries. He has a good track record in managing and developing local teams and competences as well as in growing a profitable business.
Xiangdong Zhu is currently employed at Valmet as Vice President, Services in China. He has a long background at Valmet spanning in total 17 years in different management positions. During his career he has also worked in management positions at Stora Enso and Voith Paper in China. Xiangdong Zhu has gained wide experience from the businesses and customer industries that are at Valmet's strategic core - large process technology projects, automation and services to pulp, paper and energy industries. He has a good track record in managing and developing local teams and competences as well as in growing a profitable business.
"It is a pleasure to welcome Xiangdong Zhu to our Executive Team to develop Valmet's China operations and customer relations further. He has a good background in versatile line management positions, strong experience from our core businesses and an excellent China market understanding," says Pasi Laine, President and CEO of Valmet.
As announced in July, Mr. Aki Niemi, the current Area President, China will start as Business Line President, Services at Valmet as of October 1, 2017.
Xiangdong Zhu's CV
Xiangdong Zhu has been appointed China Area President as of October 1, 2017. Prior to that he has been employed as Vice President, Services, China at Valmet (2013-2017), Vice President, Automation at Voith Paper China (2011-2012) and Vice President, Capital Sales and Application at Voith Paper China (2012-2013). Mr. Zhu has worked in many management positions at Valmet Automation in China: Country Manager (2007-2011), Sales Director (2004-2006) and Sales Manager (1998-2003). Mr. Zhu worked as Department Manager, Automation and Electrification at Stora Enso (Suzhou) Paper Co. Ltd (1992-1998) and as Engineer in Suzhou Signal and Communication Department of Shanghai Railway Bureau (1989-1992). Mr. Zhu holds a Bachelor of Science degree in Industrial Automation and Master of Business Administration degree (MBA).
The Next Phase in Industrial Dust Explosion Protection
Among its directives, NFPA 652 outlines deadlines for sampling and analysis to identify potential risk areas for dust explosions in industrial facilities. Spotlight now turns to mitigation equipment
For a wide range of facilities that manufacture, process, blend, convey, repackage, generate or handle items that could be categorized as combustible dusts or particulate solids, new NFPA Standards and even the first deadline to conduct a dust hazard analysis are now on the books adding to the responsibilities of owners and operators of such facilities.
Explosions can result from an ignition of a combustible gas, mist or dust when mixed with air during processing, handling or storage operations. A rapid rise in pressure occurs in the containing structure, and if it is not of adequate strength to withstand the pressure, extensive damage and injury to personnel can occur.
After a string of incidents in the early 2000s, organizations such as OSHA stepped up the requirements, as with the Combustible Dust National Emphasis Program of 2008, which is still in effect today.
The NFPA (National Fire Protection Association), which has been issuing Standards and guidelines for decades, is doing the same with publication of NFPA 652 – Standard on the Fundamentals of Combustible Dust, in 2016. This new Standard consolidates best engineering practice and provides reference to all of the existing combustible dust standards in a single, overarching document that applies to all facilities that handle potentially explosive dusts.
While the new Standard does an admirable job of unifying the various existing equipment and industry specific codes, NPFA 652 goes a step further by specifying – for the first time – a deadline for owners and operators of at-risk facilities to conduct a dust hazard analysis.
“Perhaps the most important aspect of the introduction of NFPA 652, is that is requires all owners and operators of a dusty industrial process to do a dust hazard analysis,” says Geof Brazier, president of BS&B Pressure Safety Management , a manufacturer of a broad range of dust explosion prevention and protection technologies.
According to Brazier, NFPA 652 specifies facilities must complete this dust hazard analysis within 3 years. However, recent revisions to NFPA 654 and 61 that additionally apply to many facilities have extended that deadline to 5 years.
While a significant step in the right direction, NFPA 652 is essentially requiring owners and operators of at-risk facilities to confront and address an issue that many may not fully understand in terms of both the potential for such an event and what steps must be taken to mitigate those risks.

The NFPA Standards, for example, outline requirements that can range from improved housekeeping to installing dust-collection equipment and offering protective equipment for personnel.
In addition, protection or hazard mitigation devices may also be required. Because these typically represent some capital expenditure, many owners and operators are seeking out information on the available technologies on the market.
Explosion Protection Devices
To protect process equipment and personnel, a hybrid of technical measures is often required. Among the options are passive devices like vents or containment systems along with active devices such as explosion suppression or spark detection and extinguishing systems.
In addition, chemical or mechanical isolation devices are required to protect connected equipment and piping from propagating to a secondary event, which can often be more dangerous and destructive than the initial event.
Explosion Vents
During the early stages of a dust or gas explosion, explosion vents open rapidly at a predetermined burst pressure, allowing the combustion process to escape to the atmosphere and limiting the pressure generated inside the process equipment to calculated safe limits.
Venting is the most popular and widely adopted protection mechanism, in part because it is economical and requires little attention or maintenance once installed.
“In the US, there are well over 20,000 vents applied every year on equipment,” says Brazier, adding that a single piece of equipment might require multiple vents according to the NFPA 68 design calculations that assess both dust reactivity and the volume as well as shape of the equipment to be protected.
For decades, explosion vents have traditionally been designed using a “composite” approach that sandwiches plastic film between more resistant stainless steel sheets with holes, or slots, cut into it. These vents are designed to “open” at typically 1 to 1.5 PSI set pressure, a result of the slot and hole pattern placed into the sheet metal.
Over time, however, this type of vent is prone to tears in the plastic film, which is the seal between the process conditions and the atmosphere.
With this type of technology, the holes and slots in the stainless steel sheets can admit particulates and debris over time. In addition to being unsanitary, particularly for food processors, the build-up can eventually affect the functionality of the vent.
“A vent that becomes heavier in weight due to build-up will open slowly and less efficiently, and ultimately the pressure in the equipment will be higher than expected which is a safety concern,” explains Brazier.
In 1990, BS&B Systems patented the first single-section explosion vent, comprised of a solitary sheet of stainless steel in a domed configuration. Perforations around the perimeter to aid opening at the desired low set pressure are protected with gasket materials.
The single-section domed design produces a vent that is more robust, lighter in weight and also largely eliminates the potential for build-up or contamination.
In 2010, the company improved on the design by altering the shape of the dome to a unique compound geometry that delivers even greater rigidity for high vacuum or vibration applications.
Despite its popularity, explosion vents will not work for every application. With venting, the combustion process will release a large ball of flame into the atmosphere that might be 10 times the size of the protected equipment for a few milliseconds.
While this might be an acceptable consequence for equipment that is outdoors at a remote location, for applications within a plant compound or inside a building it could endanger personnel or equipment, and even lead to a secondary explosion external to the protected equipment.
In cases where a flameball must be avoided, flame arrestors can be deployed. These devices are designed to absorb the pressure wave, flame and at least some of the dust that would normally be ejected by a vented explosion.
The 3 dimensional flame arrestors applied downstream of explosion vents are heavy and when installed directly on top of a vent damage can result.
To address this concern, companies like BS&B Pressure Safety Management provide a flameless system designed with the vent installed inside the flame arrestor. In doing so, the heavier flame arrestor is mechanically mounted directly to the equipment, reducing the weight load transmitted through the more sensitive vent and eliminating the risk of damaging the vent .
It also serves the dual purpose of allowing for easy inspection of the vent and arrestor while installed. NFPA Standards require periodic inspection of explosion safety equipment.
Suppression Equipment
For processes where an explosion would ideally be prevented altogether, suppression systems are the best alternative.
Explosion suppression equipment detects a dust explosion in the first milliseconds of the event and then signals extinguishing modules to release a flame quenching medium into the process equipment. This effectively stops the explosion in its infancy and only low pressure is produced that is safe for the protected equipment.
“Suppression can be preferable for indoor equipment, simply because the explosion doesn’t really propagate; it starts, but it never evolves into a full blown event,” says Brazier.
For a 24/7 process, a suppression system can be very desirable, because the speed of clean up and refit allows for a quick return to production.
“If you use venting or flameless venting, you are allowing the explosion to fully develop in process equipment, so you have cleanup to deal with, you may have fire-related damages and other consequences that take time to get the process back into operation,” adds Brazier.
A typical suppression system consists of sensors and several explosion suppression “cannons,” which propel an extinguishing agent, such as sodium bicarbonate, into the process equipment. Nitrogen is often used to provide the motive power.
Although some available systems combine nitrogen and extinguishing agent in a single canister, this means the cannon must be oriented vertically downward to discharge properly. If not, the extinguishing powder could be left behind.
In the BS&B suppression system the nitrogen and extinguishing chemical are kept separate until the instant of activation. For this reason, discharge cannons can be installed facing vertically down, horizontal, or even upwards.
For installation purposes, this provides tremendous flexibility for placing cannons in the ideal location.
Separating the extinguishing agent and providing it in an easily replaced canister also means that on-site personnel can refit the system in case of an event. This can be a significant advantage given that some systems require a service technician to travel to the facility to re-set the system.
Containment Systems
To “contain” an explosion, process equipment is built strong enough to resist the pressures generated by the combustion occurring inside a sealed container.
With this type of system, there is a high cost of construction since the design pressure has to be typically over 100 psig, and sometimes over 150 psig, which is far above the normal, required operating pressure conditions of the equipment.
As a consequence, containment is only economically viable for processes that are small volumes and / or high added value, such as some pharmaceutical manufacturing and for industries handling toxic materials that cannot be released to the environment.
In this type of system, the isolation devices play a critical role in preventing damage to connected equipment and piping. For this, fast activating knife gate or pinch valve device can be used, as well as chemical isolation systems.
With containment systems, however, isolation equipment must also be able to withstand greater pressures, up to 150 psig, unlike similar equipment required with vents or suppression devices that must survive only 3-10 psig.
Regardless of the type and combination of equipment installed, the appropriate solution for each application is a hands-on, collaborative endeavor.
“There is always more than one way to achieve combustible dust safety,” says Brazier. “The expertise is in reviewing each option for a particular industrial process and arriving at a combination of technologies that is technically effective, as well as cost effective in meeting the owner / operator’s responsibilities under NFPA Standards.”
For more information, contact BS&B Safety Systems at 7455 East 46th Street, Tulsa, OK 74145-6379, (918) 622-5950, e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it. or visit www.bsbsystems.com
Bekaert Solaronics to supply UniDryer® V3 infrared drying systems and air bar dryers to Kyiv Cardboard & Paper Mill, Ukraine
Bekaert Solaronics received an important order from Bellmer as part of their coater machine upgrade contract with Kyiv CPM in Ukraine. The drying upgrade consists of installing three hoods UniDryer® V3 followed by air bars after each of the three coating stations; including a new coating unit delivered by Bellmer.
Kyiv CPM is carrying out a challenging investment program in the cardboard plant to upgrade the coater machine. The main objectives are to increase the speed of the coater up to 400m/min, install a new coating unit and modernize the coat drying equipment. The project includes reducing the steam consumption and improving the quality of the coated board. First step of the installation is scheduled to take place in April 2018.
Energy economy and quality are guaranteed by the UniDryer® V3 systems that reach a high energy efficiency level thanks to the combination of the superior performance Gem9E emitters and the improved convection. These features result in a fast heat-up, a high evaporation rate and ultimately in better product quality. The set of blowing air bars will bring additional energy and mass transfer to increase overall system efficiency and avoid sticking of coated surface at paper roll contact. They are fed directly by the exhaust air from the UniDryer® systems, optimizing the operating costs.
About Gebr. Bellmer GmbH Maschinenfabrik
Located in Nierfen, Bellmer is a specialist starting from the planning up to the turnkey implementation of machines and plants for the manufacturing of paper and board. The company supplies from individual parts to complete machines for the paper industry. Bellmer has been working for the pulp and paper industry since 1842.
About Kyiv CPM
PJSC Kyiv Cardboard and Paper Mill, part of the Austrian Pulp Mill Holding, is one of the biggest enterprises in Europe in cardboard and paper production. The mill accounts for about 30% of the total cardboard and paper produced in Ukraine. The main raw material used for cardboard and paper production is recycled paper. The cardboard plant produces coated and uncoated cardboard and containerboard, including fluting for corrugated products with a total output of 240 000 tons per year.
About Bekaert and Bekaert Solaronics
Bekaert (www.bekaert.com) is a world market and technology leader in steel wire transformation and coating technologies.
We aim to be the preferred supplier of our steel wire products and solutions by continuously delivering superior value to our customers worldwide. Bekaert (Euronext Brussels: BEKB) is a global company with 30 000 employees worldwide, headquarters in Belgium and more than € 4 billion in annual revenue.
Founded in 1967, Bekaert Solaronics supplies customized drying and heating systems based on gas and electrical infrared technology to a wide range of industries. Today, more than 1 000 systems have been installed worldwide. The company also provides maintenance services and is available to assist on upgrades or improved energy efficiency of existing systems.
Shut Down of Production Facilities at Crecia's Iwakuni Mill
Strengthening Competence of Household Paper Products Business
Nippon Paper Group, Inc. (President: Yoshio Haga) has decided to shut down the production facilities at the Iwakuni Mill (Iwakuni-shi, Yamaguchi Prefecture; Manager: Takashi Yamaguchi) of Nippon Paper Crecia Co., Ltd. (President: Kazuhiro Sakai), as a measure to cope with the severe conditions in the household paper products business. These facilities account for about 15% of Nippon Paper Crecia's entire production capacity.Transferring products produced at the Iwakuni Mill to Kyoto and other mills will raise the operation ratio of production facilities to 90% or above. Through this measure, Nippon Paper Crecia intends to reduce fixed costs and enhance production efficiency, thereby strengthening the competence of its household paper products business. After shutting down the production facilities, the Iwakuni Mill is slated for use as a logistics center, aimed at strengthening functions and covering the Chugoku, Shikoku and Kyushu regions.
Nippon Paper Crecia will continue strengthening its production and sales bases, while developing differentiated products to expand profits.
1. Outline of production facilities at Iwakuni Mill
One papermaking machine (production capacity: 43,000 tons/year)
One tissue paper processing machine
Two toilet roll processing machines
2. Timing of facility shutdown
End of September 2012 (scheduled)