
Ian Melin-Jones
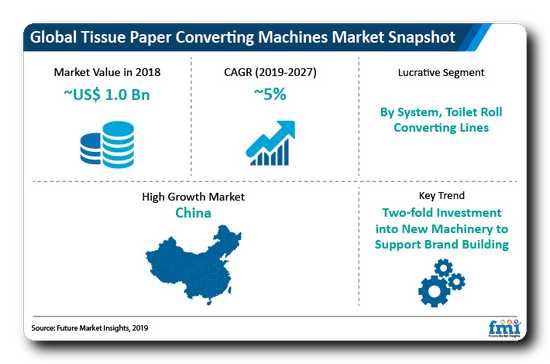
Tissue Paper Converting Machines Market Study: Demand Bolstered by Ascending Sales of Compact and High-end Tissue Paper Products
Worldwide sales of tissue paper converting machines reached ~3 thousand units in 2018, unveils the new research study. According to the report, the tissue paper converting machines market is estimated to grow by ~5% YOY in 2019, primarily influenced by recent technologies for enhancing tissue paper formats. According to report, increasing focus on strength, printing and embossing quality, and production cost-effectiveness of tissue paper is contributing to the build-up of tissue paper converting machines market through 2027.
“In 2018, Gambini launched AirMill, the innovative technology that enhances the embossing technology and transformed the conventional tissue paper into increasing volume and good absorbency without compromising its tensile strength. Consumer proclivity for soft and high absorption quality tissue paper, combined with good strength and compact format, will also continue to provide a fillip to the sales of tissue paper converting machines in 2019 and beyond.”
Companies Investing Heavily in Capacity Expansion of Tissue Paper Products
As per study analysis, the consumption of tissue paper in last three years has rapidly increased owing to the growing concern around hygiene maintenance. As tissue paper is used for one time only, it helps to prevent chronic disease spread. This creates a huge opportunity for tissue paper key players. The tissue paper manufacturers have started investing in capacity expansion and quality management.
- On 27 November 2018, Cascade Inc. invested US$ 58 million to modernize tissue converting capacity at its Wagram, NC plant.
- In 2018, Metsa Tissue, replaced its old machines with an increased capacity machine having production capacity of 10,000 Tones. In order to deal with the growing demand of tissue paper in West European region, the company started new away-from-home, converting lines at its Germany plant.
Implementation of Hybrid Technology in Industries Creating New Opportunities
In order to deal with market competition, key players are laying maximum focus on developing innovative and integrated technologies of tissue paper converting machines. In 2018, Gambini S.p.A. one of the leading manufacturers of converting machineries, introduced Gambini for You (G4U) – Pilot Line along with the strategic partner AirMil. This consists of a pilot line from the unwinders to the log saw with the format 2.8m and speed up to 550 m/min. Moreover, Fabio Perini S.p.A. recently launched MyPerini, a complete range of converting and packaging line for tissue papers.
Toilet Roll Converting Machine Lines Gaining More Traction
Tissue paper converting machines. The key players can skip the use of rewinding of logs using advanced toilet tissue paper converting lines. It is witness that the demand for toilet tissue paper is growing significantly in Asia Pacific and North American regions. As per the report, the global sales of toilet roll converting machines poised to reach ~2 thousand units in 2019. Following this, the demand for kitchen roll converting machines is estimated to shoot up by the end of 2027, as the European consumers have a higher demand for kitchen tissue paper in consumer and hospitality sectors.
The modern converting machines maintains the embossing and printing quality during tissue paper formatting. The sales of folded tissue paper converting machine lines will continue to remain less, reveals the study. Owing to an increasing preference of pocket tissue papers, the demand for paper napkin converting machines is expected to be bearish during 2019-2027. The market share for standalone machines will remain constant due to increasing preference of integrated technology based machineries.
These insights are based on a report on Tissue Paper Converting Machines Market by Future Market Insights.
BAG in touch with you. Every day.
You may call us Mondi Paper Bags now! Our business segment has been renamed from Mondi Industrial Bags to Mondi Paper Bags. This new name has no impact on our everyday business with you. We will continue to produce high-quality paper sacks and serve you in the best possible way under our new name.
Sustainability is a hot topic all over the world. Companies and consumers are looking for more sustainable solutions, and paper sacks are the answer to this problem.

Sustainable packaging, though, needs to be a performing packaging first. It has to protect the product packed in order to avoid product loss and unnecessary waste. Product loss results in more energy consumption – and therefore higher CO2 emissions released into the atmosphere. Paper sacks can perform highly and be sustainable at the same time – they are indeed "the whole package". You can learn more about the environmental benefits of paper sacks for dry-bulk materials by watching the Eurosac (European Paper Sack Association) video below.
Speaking of sustainable packaging: with our expertise in strong paper sack manufacturing we have developed MailerBAG – our patented e-commerce paper bag with an easy opening and re-closing adhesive strip. MailerBAG replaces the plastic that mailers commonly used in e-commerce and especially in the fashion industry, thereby helping to reduce plastic waste.
MailerBAG is not our only sustainable product; we have also developed Protector Bags. Protector Bags are ideal for packing rigid and bulky goods in an efficient way that reduces CO2 emissions and unnecessary additional packing material.
We would like to help you meet your sustainability goals and commitments with packaging that is fit for purpose and sustainable by design, through our EcoSolutions approach.
Let's contribute to a better world!
Planned renewal of Metsä Board’s Husum pulp mill proceeds
Metsä Board, part of Metsä Group, announced on 26 April 2019 that it will launch a pre-engineering for the first phase of the renewal of its Husum pulp mill in Sweden. The first phase of the renewal consists of a new recovery boiler and a new turbine. Pulp production will remain on a level permitted in the current environmental permit. On 27 August 2019, the company announced that the competent authority in Sweden, Länsstyrelsen, had decided that the planned new recovery boiler will require an amendment to the environmental permit. At the same time, the company estimated that the final investment decision on the first phase of the renewal can be made in the second quarter of 2020, at the earliest.
 The company aims to minimize the delay in the start-up of the new recovery boiler and turbine due to the environmental permit process. This is to enable the introduction of new cleaner and more energy efficient technology as quickly as possible, and to minimize the production interruption risk related to the old recovery boilers. To reduce the delay, the company has selected the main equipment suppliers and will make certain financial commitments for the implementation phase of the project already at the end of 2019 and early 2020, although no final investment decision will be made prior to receiving the environmental permit. The total value of the commitments will be a maximum of EUR 100 million. The total value of the investment is estimated at approximately EUR 320 million. The amount includes financial commitments made prior to the investment decision.
The company aims to minimize the delay in the start-up of the new recovery boiler and turbine due to the environmental permit process. This is to enable the introduction of new cleaner and more energy efficient technology as quickly as possible, and to minimize the production interruption risk related to the old recovery boilers. To reduce the delay, the company has selected the main equipment suppliers and will make certain financial commitments for the implementation phase of the project already at the end of 2019 and early 2020, although no final investment decision will be made prior to receiving the environmental permit. The total value of the commitments will be a maximum of EUR 100 million. The total value of the investment is estimated at approximately EUR 320 million. The amount includes financial commitments made prior to the investment decision.
The investment increases renewable electricity generation and reduces oil consumption
The new recovery boiler and turbine are expected to increase the Husum pulp mill's electricity generation by about 330 gigawatt-hours per year, resulting in cost savings at current electricity prices of approximately EUR 12 million per year. In addition, the investment would reduce the amount of purchased oil. The investment would enable to extend the interval between planned maintenance shutdowns and reduce the duration of the shutdowns in the integrated mill, which would slightly increase the annual pulp and board production. The annual maintenance investments and expenses would also be lower. Through the improvements listed above combined, the investment is expected to generate an annual cash flow improvement of approximately EUR 35 million, of which approximately EUR 30 million is EBITDA improvement and EUR 5 million is reduced maintenance investments. The impact on operating profit is expected to be positive despite increasing depreciation. The company's financing costs are expected to increase by approximately EUR 2 million per year from the start-up of the recovery boiler and turbine.
The company expects to record an impairment loss of approximately EUR 19 million on the assets of the Husum pulp mill in its 2019 financial statements.
METSÄ BOARD CORPORATION
Metsä Board
www.metsaboard.com
Metsä Board is a leading European producer of premium fresh fibre paperboards including folding boxboards, food service boards and white kraftliners. Our lightweight paperboards are developed to provide better, safer and more sustainable solutions for consumer goods as well as retail-ready and food service applications. We work together with our customers on a global scale to innovate solutions for better consumer experiences with less environmental impact. The pure fresh fibres Metsä Board uses are a renewable resource, traceable to origin in sustainably managed northern forests.
The global sales network of Metsä Board supports customers worldwide, including brand owners, retailers, converters and merchants. In 2018, the company’s sales totalled EUR 1.9 billion, and it has approximately 2,400 employees. Metsä Board, part of Metsä Group, is listed on the Nasdaq Helsinki.
Factories Can Save Up to 90% in Valve Monitoring Costs With Wireless IoT Sensors
Factories and plants in industries – such as chemical processing, pulp and paper, water and waste-water treatment, have seen the benefits of remote valve monitoring. Traditional retrofitted monitoring solutions, however, are costly and slow to deploy for factories with thousands of manual valves of different types.
There is a more cost-effective alternative – factories have evidenced a 90 percent reduction in retrofitting investment, by using industry-grade wireless sensors and Industrial IoT technologies.
In this article, Industrial IoT specialist, Pertti Kujala, the Director of Smart Factory business of Haltian, talks about retrofit valve monitoring, and explains how factories can save substantial costs.
What’s Remote Valve Monitoring?
Factories and plants in the chemical process industries, pulp and paper, water and waste-water treatment, and other sectors are, first and foremost - known by the massive networks of process pipelines, controlled by thousands of hand-operated valves. Until recently, the systems have been operating successfully and effectively for many years with different types of hand valves.
The remote monitoring of these manual valves is becoming even more critical in process industries as the Industry 4.0 transformation sweeps through the factories worldwide. To maintain future competitiveness – industrial enterprises need to increase production efficiency, optimize processing operations, prevent unnecessary outages, and improve safety.
With the integration of SCADA with field instruments, and also smartphones, tablets, and other mobile solutions, industrial automation and process control is growing rapidly for the greater good.
Benefits for Factories and Plants
Remote valve monitoring is made up of several components: and it detects the valve position with a retrofit sensor device, mounted on the hand-operated valve. Position sensors are divided into angular position sensors and linear position sensors. The sensor device then reports the position data in a digital format to the factory’s central control system.
With an ideal remote monitoring solution, positions of all valves in a factory can be monitored on the central control system in the factory in real-time - from thousands of different points, along the process pipelines. Remote monitoring of process control valves can provide multiple benefits to factories in countless different ways:
- Bring massive cost savings
- Enable faster process recovery after maintenance breaks
- Increase safety at the plant
- Reduce the occurrence of errors and quality deviations
- Provide valuable analytics, and help to prevent unplanned downtime.
The benefits from remote valve monitoring amid the ongoing Industry 4.0 transformation have propelled the remote monitoring and control market onto a steady growth trajectory with a CAGR of 4.5 percent. It is expected to reach USD 27 billion by 2023 globally.
 Haltian Angle sensor mounted on a process control valve
Haltian Angle sensor mounted on a process control valve
Challenges of Traditional Retrofitting Solutions
Many factories and plants hesitate to invest in remote valve monitoring expansions, despite rapid market growth and the significant economic benefits,. Retrofitting a monitoring system on thousands of different types of valves - some of which can be very old, often manufactured by different vendors - is costly and time-consuming.
The author has compiled a rundown of the main challenges in retrofitting remote monitoring on existing valves.
The current valve position sensors in the market often fit only one type of valve, and different valve manufacturers have their own specific position sensor devices. This increases the sensor device hardware investment for factories, and procurement involving several manufacturers’ products can be time-consuming
The traditional field sensor devices use several industrial communication protocols - such as Foundation Fieldbus, Profibus, DeviceNet, AS-Interface, and the HART protocol, for communicating with the factory's SCADA or SAS system. This can require costly software interface customization, especially if sensors of several different vendors are included in the system.
Most current industrial valve position sensors and detector products in the market require physical cabling for electricity and data. When there are thousands of valves in a factory, then the cabling becomes a significant cost, and extends the deployment time to months, and sometimes years.
The traditional position sensor devices available currently in the market are built, based on the same extreme industrial standards, as the critical, operational field hardware. This could, however, be deemed to be over-engineering in many industrial applications. The position sensors are typically mounted on top of the primary operational hardware, such as the valves – and the sensors are not directly exposed to the harshest conditions. This extreme product design practice has increased the sales prices of the traditional position sensor products, but high-quality, enterprise-grade products with a lower price tag are equally fit for this purpose in most use-cases.
These challenges slow down the deployments of retrofit remote valve monitoring solutions in global factories. The question that arises is: How can one reduce these investments and make retrofitting easier?
A game-changing solution could come from the Internet of Things (IoT) technology sector. Developments with IoT sensor devices and wireless technologies have taken a quantum leap ahead, in recent years.
Game-Changing Technology in Remote Valve Monitoring
Haltian, the product development specialist and Industrial IoT provider, together with a global process industry company have developed a smart, industry-grade wireless Angle sensor for remote valve monitoring. It combines the latest industry-grade wireless technologies and ultra-durable materials, With this solution, factories can reduce their retrofitting costs by up to 90% - compared to traditional alternatives.
What can the Angle Sensor do?
The wireless sensor doesn’t need any cabling. This retrofit angle sensor can be attached to several types of manual rotary valves, including ball and butterfly valves.
It is delivered with a mounting adapter kit to make installation quick and easy. There is a clamp that mounts the sensor device onto a pipe. Its rotating position detector disc is attached to the valve lever with a simple clip.
Inside the Angle sensor device are magnetic and mechanical sensors to detect the valve’s position, with an accuracy of one degree. It reports any position changes over the wireless connection - to the factory or plant’s central control system.
After being switched on, the sensor automatically connects to the other sensor devices using the Wirepas Mesh technology.
Whenever required, the Wirepas Mesh wireless protocol in the Angle sensor device can automatically optimize the radio transmission power and frequency band. No base stations or any wireless network infrastructure is needed in the factory – the Angle sensor devices function as access points for other sensor devices and form a fully-meshed network, which transmits data packets, hop-by-hop to the right destination.
The power-frugal Angle sensor device is able to run for several years with just a battery.
How Can it Benefit Factories?
Throughout a multi-year industrial investment horizon, the wireless Angle sensor approach can bring factories and plants CAPEX and OPEX savings. Here are the most prominent lifetime benefits:
- Installation onto your valves is quick and easy – no cabling is needed, and it is delivered completely pre-configured. It reduces the deployment and operational costs, when thousands of valves are involved.
- Works with several types of rotary valves including the ball and butterfly valves made by any manufacturer – reduces hardware costs and makes procurement easy
- Avoid further costly software customization for industrial communication protocols – the Angle sensor integrates straight into the central control system through a simple application programming interface (API).
- The changes in valve position data is reported to your control system – this enables you to adjust factory processes faster to their optimal performance levels.
- With up-to-date information about all valve positions, you can avoid accidents and increase the occupational safety at the plant.
- Avoid environmental damage by making sure that hazardous substances are not released out of the system.
- Manual valves are typically adjusted by the operation staff. They carry out the adjusting work based on their tacit knowledge – valve monitoring enables you to digitize and store this tacit knowledge.
- End-to-end data collected from all the valves, enables you to measure and optimize the processes.
In Conclusion
Remote Valve Monitoring provides factories and plants with significant benefits – this translates into cost savings, better safety, and continuous process optimization. However, the digitalization of process control valves has been dragging for too long, due to high retrofitting investments.
The new industry-grade Angle sensor and wireless Industrial IoT technologies can change the Remote Valve Monitoring game with an easy, yet robust alternative with up to 90% lower investment!
About the Author
Pertti Kujala is the Director of Thingsee Smart Factory solutions at Haltian. After joining Haltian in 2012, Pertti has worked in several IoT leadership positions in the company. Pertti began his career in Nokia in 2003, where he successfully held various mechanical design, engineering, and concepting roles. In the luxury device maker, Vertu, in the UK, Pertti worked as a senior mechanical designer in 2007-2009 and has designed and developed new decoration assemblies with materials such as leather, sapphire, ceramics, and precious metals. Pertti’s extracurricular passions include architecture. Pertti holds a degree of M.Sc. in Mechanical Engineering from the University of Oulu in Finland.
About Haltian
Haltian has been providing device manufacturers with world-class product design and engineering services, since 2012. Thingsee, the proven IoT technology platform developed by Haltian, enables faster IoT launches for mass-scale deployments. In 2018, Haltian was heralded by research leader Gartner to be deemed a Cool Vendor for its IoT services and in 2019, Haltian became an AWS Advanced Technology Partner. Haltian is behind many of the global signature products, such as the Oura health ring. Its design for the Specim IQ hyperspectral imaging device won the coveted Red Dot Design Award in 2018. For more information, visit: https://www.haltian.com and https://www.thingsee.com
International Paper Completes the Sale of Its India-based Printing Paper Business
 International Paper has just announced that it has completed the sale of its controlling interest (21,873,521 shares) in International Paper APPM Limited (NSE:IPAPPM | BSE:502330), an India-based printing paper business, to West Coast Paper Mills Limited (NSE: WSTCSTPAPR) for approximately $85 million. International Paper intends to pursue suitable alternatives to divest its remaining 20% ownership interest (7,954,008 shares) in APPM.
International Paper has just announced that it has completed the sale of its controlling interest (21,873,521 shares) in International Paper APPM Limited (NSE:IPAPPM | BSE:502330), an India-based printing paper business, to West Coast Paper Mills Limited (NSE: WSTCSTPAPR) for approximately $85 million. International Paper intends to pursue suitable alternatives to divest its remaining 20% ownership interest (7,954,008 shares) in APPM.
About International Paper
International Paper (NYSE: IP) is a leading global producer of renewable fiber-based packaging, pulp and paper products with manufacturing operations in North America, Latin America, Europe, North Africa and Russia. We produce corrugated packaging products that protect and promote goods, and enable world-wide commerce; pulp for diapers, tissue and other personal hygiene products that promote health and wellness; and papers that facilitate education and communication. We are headquartered in Memphis, Tenn., employ more than 50,000 colleagues and serve more than 25,000 customers in 150 countries. Net sales for 2018 were $23 billion. For more information about International Paper, our products and global citizenship efforts, please visit internationalpaper.com
SOURCE International Paper
Valmet introduces roll covers made of recycled and renewable raw materials
Valmet is the first company in the world to offer roll covers based on biomaterials and recycled materials for board, paper, tissue and pulp making. These new composite covers for press, guide and calender rolls are now available for the first customer deliveries.
In new composite roll covers Valmet uses bio-based resin and hardener in the polymer matrix. The reinforcing fiber and filler are originating from recycled consumer plastic and glass. Depending on cover type, the content of recycled or bio-based raw materials is 75-96 percent. New materials are being tested continuously, and the target is to reach 100 percent as soon as possible.
Valmet has set strict criteria for the bio-based raw material in the covers. Only renewable materials derived from non-food chain plants or plant parts are used, in order to prevent the effect to global food production. Cultivation and harvesting of plants must not endanger the growth of natural forests either.
 Jani Turunen, R&D Manager for Polymeric Roll Covers, Valmet (right) pictured with Pertti Hytönen, R&D Engineer, Valmet.
Jani Turunen, R&D Manager for Polymeric Roll Covers, Valmet (right) pictured with Pertti Hytönen, R&D Engineer, Valmet.
“In best cases, bio-based materials can be produced from plant parts that would otherwise be waste. For example, lignin, carbon black made of lignin and nanocellulose can be utilized as reinforcing fillers in roll covers,” explains Jani Turunen, R&D Manager for Polymeric Roll Covers, Valmet. “Our customers do not have to compromise in product performance either, as the results have shown that in some applications the performance is even above the traditional offering.”
A more sustainable future with a new generation of roll cover materials
Roll covers used in paper, board, tissue and pulp making need periodical renewal and thus consume tons of materials. A major part of the raw materials of traditional roll covers has been manufactured from fossil-based materials, which has been refined and processed from crude oil.
Valmet’s R&D work focuses strongly on enhancing raw material and energy efficiency and promoting the use of renewable raw materials. Valmet is continuously investigating the possibilities to replace fossil-based materials with renewable or recyclable materials. For example, recycling and more sustainable use of ceramic and metallic roll covers is under active research.
“Our continuous investing in R&D of sustainable solutions for our customers helps us increase the occupational safety of our employees, replace fossil-based raw materials with renewable ones, re-use and recycle materials and save energy. This is our contribution to the global challenge we face regarding our planet’s future. And by doing this, we are helping our customers do their part as well,” says Jukka T Heikkinen, Senior Manager, Roll R&D, Valmet.
For further information, please contact:
Jukka T Heikkinen, Senior Manager, Roll R&D, Valmet, tel. +358 40 566 5951, This email address is being protected from spambots. You need JavaScript enabled to view it.
Jani Turunen, Manager, Roll R&D, Valmet, tel. +358 50 594 6874, This email address is being protected from spambots. You need JavaScript enabled to view it.
Read more: Recycled and renewable raw materials will feature strongly in future roll covers
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2018 were approximately EUR 3.3 billion. Our more than 13,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.
Read more www.valmet.com
WestRock Honored for Packaging Design Excellence by Paperboard Packaging Council
Company Receives 13 Awards at Annual Paperboard Packaging Competition, Including the Sustainability Award of the Year
WestRock Company, a leading provider of differentiated paper and packaging solutions, was recognized for packaging design excellence at the 76th annual North American Paperboard Packaging Competition. The company won 13 awards - the most of any entrant - including the Sustainability Award of the Year.
 Sponsored by the Paperboard Packaging Council (PPC), the competition is judged by a panel of packaging experts. The awards recognize packaging that represents the best in converting excellence, innovation and sustainability that the North American folding carton industry has provided its customers over the past year.
Sponsored by the Paperboard Packaging Council (PPC), the competition is judged by a panel of packaging experts. The awards recognize packaging that represents the best in converting excellence, innovation and sustainability that the North American folding carton industry has provided its customers over the past year.
The First Alert package produced by WestRock, which received the Sustainability Award of the Year, replaces a fully enclosed PET blister clamshell with a NatraLock® blister card, a sturdy, flexible, more sustainable alternative to traditional blister seal and clamshell applications.
“WestRock connects people to products through innovative, sustainable packaging,” said Pat Lindner, Chief Innovation Officer and President, Consumer Packaging for WestRock. “We are proud to have been honored by the Paperboard Packaging Council and even prouder of the trust our customers have placed in us. These winning designs represent the value we can provide our customers when we combine our market insights and commitment to sustainability with the design and innovation capabilities of our talented employees.”
In addition to the Sustainability Award of the Year, WestRock received two Gold and 10 Excellence awards for a variety of packaging solutions. A full list is included below, and images can be viewed here.
- First Alert, Sustainability Award of the Year & Excellence Award
- Keurig 2018 Winter Holiday Collection, Gold Award
- WestRock Paper Palette, Gold Award
- Chick-fil-A Menu XL Menu Tab with Hinged Tray, Excellence Award
- Oatly Gift Pack, Excellence Award
- XOFLUZA™ Dosepak, Excellence Award
- MAYZENT® BAF312 Dosepak, Excellence Award
- Heineken/Eisenbahn EconoDozen®, Excellence Award
- Nestlé Goodnight Pillow Pack, Excellence Award
- Glad® ForceFlex® Plus with MetPet, Excellence Award
- Michelob ULTRA Beveled Corner 8-Pack, Excellence Award
- Coca-Cola Shaped Packs, Excellence Award
WestRock
WestRock (NYSE: WRK) partners with our customers to provide differentiated paper and packaging solutions that help them win in the marketplace. WestRock’s team members support customers around the world from locations spanning North America, South America, Europe, Asia and Australia. Learn more at www.westrock.com
Resolute Further Enhances Liquidity with Amended and Restated Senior Secured Credit Agreement
Resolute Forest Products Inc. has just announced that it has entered into an amended and restated senior secured credit agreement for up to $360 million, replacing the company's existing $185 million senior secured credit facility. The amended and restated credit agreement includes a term loan facility of up to $180 million and a six-year revolving credit facility of up to $180 million. The term loan facility is available with a delayed draw period of up to three years, and the choice of maturities of six to ten years from the date of drawing.
"This renewal and upsize gives us an additional $175 million of liquidity – for over $740 million in total – and at very competitive rates, flexible terms and maturities of up to 13 years. Reflecting our strong financial situation, we renewed and upsized the facility without pledging any additional collateral," said Remi G. Lalonde, senior vice president and chief financial officer. "This is another tool to further enhance our financial flexibility in the execution of our strategic transformation initiatives," added Yves Laflamme, president and chief executive officer.
 At closing, the company repaid its $46.25 million term loan by borrowing under its new six-year revolving credit facility. Future borrowings under the senior secured credit facility will be used for general corporate purposes.
At closing, the company repaid its $46.25 million term loan by borrowing under its new six-year revolving credit facility. Future borrowings under the senior secured credit facility will be used for general corporate purposes.
The amended and restated senior secured credit agreement contains customary covenants, representations and warranties, and events of default for credit agreements of this type. The company's obligations under the facility are guaranteed by certain material U.S. subsidiaries and are secured by first priority liens on assets of its Calhoun (Tennessee) mill. The credit agreement also provides for an uncommitted option to increase the facility by up to an additional $360 million, subject to certain terms and conditions.
The amended and restated senior secured credit agreement was arranged and syndicated by American AgCredit. Troutman Sanders acted as legal counsel to Resolute.
About Resolute Forest Products
Resolute Forest Products is a global leader in the forest products industry with a diverse range of products, including market pulp, tissue, wood products, newsprint and specialty papers, which are marketed in close to 70 countries. The company owns or operates some 40 facilities, as well as power generation assets, in the United States and Canada. Resolute has third-party certified 100% of its managed woodlands to internationally recognized sustainable forest management standards. The shares of Resolute Forest Products trade under the stock symbol RFP on both the New York Stock Exchange and the Toronto Stock Exchange.
Resolute has received regional, North American and global recognition for its leadership in corporate social responsibility and sustainable development, as well as for its business practices. Visit resolutefp.com for more information.
SOURCE Resolute Forest Products Inc.
A.Celli Nonwovens Academy: Texbond Rovereto
A.Celli Nonwovens delivers Certificates of participation in the “A.Celli Academy – Winding & Maintenance School”
In the first week of October, in Rovereto (TN), a team of specialists from A.Celli Nonwovens held a training course for twenty-one Texbond people, aimed at optimizing the use and the maintenance processes of A.Celli machines.

The course, specifically designed for line operators, lasted four days, alternating theoretical sessions with practical sessions, and analyzed various topics: from the Slittomatic cutting system, to the fundamentals of winding and rewinding, to general maintenance, with analysis of any critical issues and the application of predictive maintenance.
The A.Celli staff is available to organize training sessions following specific customer requests by contacting our Customer Care service (here).
Toscotec enters the Caribbean market with a new TT SYD for César Iglesias, Santo Domingo
The Dominican Group César Iglesias successfully started up a second generation TT SYD at its paper mill in Santo Domingo. Following start-up, the mill has observed a marked increase of production capacity and important energy savings in the drying section.
Thanks to continuous R&D on Toscotec’s Steel Yankee Dryer, the height, width and pitch of the internal ribs as well as the shell thickness achieved an optimal geometry, which guarantees a highly efficient heat transfer. The supply also includes the steam and condensate system, the Yankee coating spray boom, a new forming roll, as well as the complete overhaul service of press rolls.
In response to the customer’s request for the fastest possible delivery, Toscotec further refined the production time and was able to deliver the Steel Yankee Dryer in record time. Since the opening of Massa Technology Lab in 2016, an integrated plant dedicated to the production of Steel Yankee Dryers, Toscotec has sought to optimize the manufacturing process of its TT SYD and shortened their delivery period.

Jesús Feris Ferrús, César Iglesias Technical Director, says, “When we selected the supplier for this investment, we thought that the TT SYD’s superior performance and short delivery time made it the most competitive choice in the market. This was our first cooperation with Toscotec and we have been positively impressed by their technical and project management team. The energy efficiency of the TT SYD will allow us to reduce the manufacturing cost of our tissue line and give us a competitive advantage in the market.”
Simone Pieruccini, Toscotec’s Pressure Vessel Technical Manager, says, “As soon as we understood the customer’s need for a fast delivery, we rearranged the production schedule, in order to reduce the construction time as much as we could. From a technical point of view, we were in tune with César Iglesias’ team, which made our first cooperation very easy for everybody.”
The César Iglesias Group thus enters the tissue market, starting the production and converting of toilet tissue, paper towels and napkins.
About César Iglesias, S.A.
César Iglesias, S.A. is a Dominican company with more than 100 years in the market.
Dedicated to the manufacture and marketing of mass consumption products in the areas of cleaning, home care and personal care and food, it has over 2,000 employees, 21 factories, a portfolio of 27 brands and 450 sales representatives reaching 30,000 customers on a weekly basis.
For further information, please contact:
Marco Dalle Piagge, Sales Director, Toscotec Tissue division, This email address is being protected from spambots. You need JavaScript enabled to view it.
Gabriele Romanini, Area Sales Manager, Toscotec Tissue division, This email address is being protected from spambots. You need JavaScript enabled to view it.