Displaying items by tag: GL&V
Valmet strengthens its stable business by acquiring GL&V, a global provider of technologies and services to the pulp and paper industry
Valmet has on February 26, 2019 entered into an agreement to acquire North American-based GL&V, a global provider of technologies and services to the pulp and paper industry. The enterprise value of the acquisition is approximately EUR 113 million on a cash and debt free basis subject to ordinary post-closing adjustments. The acquisition is estimated to be completed at the earliest on April 1, 2019.
![]() GL&V supplies technologies, upgrades and optimization services, rebuilds, and spare parts for the pulp and paper industry globally. The net sales of the acquired operations were approximately EUR 160 million and the EBITA margin was around 11 percent in calendar year 2018. The acquired operations employ about 630 people of whom approximately 65 percent are in North America and the rest mainly in Europe, South America and India.
GL&V supplies technologies, upgrades and optimization services, rebuilds, and spare parts for the pulp and paper industry globally. The net sales of the acquired operations were approximately EUR 160 million and the EBITA margin was around 11 percent in calendar year 2018. The acquired operations employ about 630 people of whom approximately 65 percent are in North America and the rest mainly in Europe, South America and India.
GL&V's washing, oxygen delignification and bleaching operations with Compact Press®, pumps and mixers technology for chemical pulping as well as the related Product Center in Karlstad Sweden are not included in the transaction scope.
Pasi Laine, President and CEO of Valmet: The acquisition has an excellent strategic fit with Valmet and further strengthens our stable business and services capabilities
"The acquisition has an excellent strategic fit - it strengthens Valmet's global services business, complements our technology offering and builds further our local presence and capabilities especially in North America.The combination of Valmet's global reach and GL&V's product and services offerings for chemical pulping and paper production form a good basis to create new business opportunities and serve our customers even better. GL&V has a team of experts globally and I want to warmly welcome them to become part of Valmet," says Pasi Laine, President and CEO of Valmet.
GL&V is a global supplier of technologies and services for the pulp and paper industry
GL&V provides technologies, upgrade and process optimization services, rebuilds, and spare parts for the pulp and paper industry globally - especially in the areas of chemical pulping, stock preparation, papermaking and finishing. GL&V's key locations are in Nashua (New Hampshire), Lenox (Massachusetts), and Hudson Falls (New York) in the U.S., in Trois-Rivières (Quebec) in Canada, in Stockholm, Sweden, in Pune, India, and in Campinas, Brazil.
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2018 were approximately EUR 3.3 billion. Our more than 12,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland, and its shares are listed on the Nasdaq Helsinki.
“DualXcluder® Protection Screen solved our major problem”
“We quickly discovered that we could run our stock preparation equipment trouble-free much longer after we got rid of the baling wire with the DualXcluder® protection screen delivered by GL&V. This stage, stock preparation for the paper machine, is essential for our entire production process. The pulp on our multi-grade machines must be clean, since challenging grade changes take place constantly,” says Operations Manager Jonas Schmachtl, Arctic Paper Munkedals AB, Sweden.
“Our customers expect top quality paper products and fast deliveries from us. We have plenty of traditional competence in the industry, which we have developed together with our customers. Our two paper machines are tailored for quick grade changes and for producing our high-quality core products in the extensive grammage range of 60–240 gsm.”
 Click the image for a popout image gallery
Click the image for a popout image gallery

Arctic Paper means quality
Arctic Paper S.A. is a leading European producer of high quality Graphic Paper. The company delivers over 700 000 tonnes of premium Graphic Paper for quality printing, reading and branding purposes. The products are manufactured and marketed by 1250 employees, three mills and 14 sales offices.
Arctic Paper S.A Group have many years of expertise in making Fine Paper. Arctic Paper Grycksbo in Sweden began in 1740. Arctic Paper Munkedals AB, in Sweden as well, was established in 1871 and the mill in Kostrzyn Poland in 1958.
Arctic Paper Munkedals AB is located in Munkedal, Sweden, which is 100 kilometres North of Gothenburg. It is situated by the Örekil River, which is considered to be one of the country’s finest salmon rivers. During the last 20 years there have been major investments, and the company values that the mill today is one of the most environmentally-friendly paper mills in the world. With approximately 300 employees and two paper machines Arctic Paper Munkedals AB produces some 160 000 ton/year high quality graphical paper under the brand name Munken and Amber.
Munkedals is not an integrated paper mill, which means that the hardwood and softwood pulp is brought to the mill by trucks in bales tied with metal wires. Before the introduction of the protection screen, some the wires were removed before and into the pulper. The hydrocyclones also removed some of them, but the remaining wires damaged the segments of the conical refiners.
In 2010, Munkedals contacted GL&V in order to solve the problem. That is when Kari Urholm, Sales Engineer for the DualXcluder protection screen product group, paid his first visit to the mill.
“Tommy Ekström, who was in charge of production at the time, was very agitated since it was a major problem. Baling wires were ending up in the production process, and the mill urgently needed a solution. They had already invested in a dewiring machine, but it didn’t work as expected,” says Urholm.
GL&V was not able to deliver an immediate solution either.
“We wanted to be absolutely sure that our protection screen would work perfectly with the set operational and quality targets. We also didn’t want to sell the device to just any production process – we wanted to make sure that the device is used in the right process to do the job it was developed for,” Urholm continues.
GL&V spent a couple of years developing the design and functions of the DualXcluder protection screen. During this period, GL&V completely changed the original design of the protection screen, which derived from technology that was transferred to GL&V from outside the company.
“Since we were familiar with Munkedals’s problems, we were more than ready to solve the mill’s problem. When I returned to Munkedals, I was able to say that we now have a safe solution for removing the baling wires,” Urholm recounts.
Munkedals purchased the first DualXcluder protection screen in 2015 and a second, identical, one in spring 2017. Munkedals now uses protection screen to remove baling wires on the stock lines of both of their paper machines.
Munkedals must have been very pleased with the first DualXcluder protection screen, since they decided to acquire another one for the second paper machine.
“Indeed. Thanks to the DualXcluder protection screens, we can run the refiners much longer due to the reduced need for maintenance. The effective removal of wires also helps maintain the condition of the valves. When we got our first protection screen, it proved to be so reliable and effective that, after operating it for a year, we decided to buy another one for our second paper machine,” says Munkedals’s Operations Manager Jonas Schmachtl.
- DualXcluder protection screen works perfectly in removing baling wires. The cost savings created by avoiding damage to the refiners and rolls are substantial.
- Previously, the refiner segments had to be refurbished every six months, but now it is necessary only every two-and-a-half years.
- Initially, the wipers that clean the screens of the DualXcluder protection screen had to be changed at three-month intervals, but now it’s done every six months. In addition to the baling wire, the wipers remove all other tramp m aterial from the screen.
GL&V’s Sales Engineer Kari Urholm confirms that he has heard similar testimonies from other customers, too.
“Several of my customers have acquired the protection screen. Based on my mill visits, I can say that customers have only one thing to say about the effective removal of baling wire with the DualXcluder protection screen: ‘Why haven’t we made this purchase earlier!’. My customers also really appreciate the low power consumption of the protection screen’s drive, which is only 7.5 kW. The power consumption of a standard screen is in the range of 50 to 60 kW,” says Urholm.
“Energy consumption is monitored continuously and over a long term at our mill, and environmental aspects are a priority for us. In this respect, it is great that our latest DualXcluder protection screen uses less energy than the first one, although the energy costs caused by it are also minimal,” adds Schmachtl.
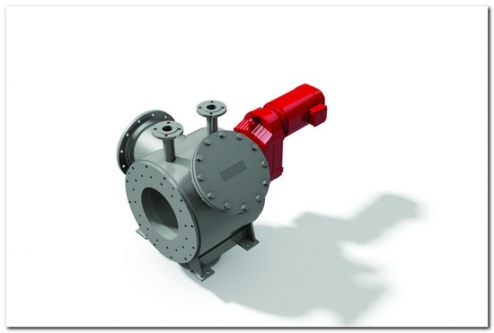
DualXcluder® Protection Screen
Proactive Equipment Protection
The protection screen protects downstream refiners, cleaners and other equipment from damage caused by baling wire, metals, tiles and other heavy contaminants in recycled and virgin pulp applications. The DualXcluder protection screen is a barrier screen efficiently removing contaminants larger than screen cylinder apertures, which can be slots as small as 1.5 mm or holes as small as 3 mm, depending on the application. The machine is intended to replace traditional High-Density cleaners, magnetic traps and trash screens.
Inline Protection Screen
The separator can operate at up to 5% consistency and is available in four sizes depending on the stock type, flow volume, and screen aperture. The pulp flow enters the machine tangentially and passes through the screen cylinder from outside in. Rejects unable to physically pass through the openings are separated into a trap supplied with the unit that is emptied automatically on a timed cycle. Dilution is introduced into the rejects trap to minimize good fibre loss. Accepted tock exits the machine axially from inside the screen cylinder.
PJSC Kiev Cardboard and Paper Mill
GL&V Sweden AB has delivered a major Recycled Pulp Line for fluting and test liner in Ukraine. The customer is PJSC Kiev Cardboard and Paper Mill. The process re-cycles local and Russian OCC.
The capacity on this recycled fiber production line is 600 BDTPD. The delivery scope contains bale conveyer, pulping station, centrifugal cleaning, fractionation, fine screening, reverse cleaning, thickening and refining.
“Everyone who saw the production figures of the OCC process said that they had never seen anything like it.”
PJSC Kiev Cardboard and Paper Mill, located in Obukhiv city in Kiev region in Ukraine, chose GL&V Sweden AB as their technology partner to deliver a new OCC Pulping Line for their production plant.

“When the OCC line was started up, the process ran just as it was supposed to”. – Peter Smirnov, Chief Engineer and Tero Jussila, Global Business Manager from GL&V (from left to right) and Alexander Yakovina, Director on Quality and Igor Oleshchuk, CTO, PJSC Kiev Cardboard and Paper Mill.
The new OCC pulping line was constructed for fluting and test liner from local and Russian OCC. The raw material dry content is 88%. Fiber production is min. 300 BDMTPD and max. 600 BDMTPD. The short fiber/long fiber split is SF 60–70% and LF 30–40%.
PJSC Kiev Cardboard and Paper Mill, part of the Austrian Pulp Mill Holding, is one of the biggest enterprises in Europe in cardboard and paper production. The mill accounts for about 30% of the total pulp and paper produced in Ukraine. The main raw material used for cardboard and paper production is recycled paper. The waste paper processing capacity is more than 1500 tons per day.

PJSC Kiev Cardboard and Paper Mill consists of three main production plants. The cardboard plant produces coated and uncoated cardboard and containerboard, including fluting for corrugated products with a total output of 240 000 tons per year. The tissue plant produces tissue materials used for mass-consumption, sanitary and hygiene products as well as finished goods such as toilet paper, napkins, and paper towels, with a total output of 70,000 tons per year. The corrugated packaging plant produces corrugated containers and packaging with a total output of 300 million square meters per year.
PJSC Kiev Cardboard and Paper Mill is currently implementing a challenging investment program. In December 2016, in an interview in Kiev, Igor Oleshchuk, CTO of the PJSC Kiev Cardboard and Paper Mill told GL&V’s representatives that the company has ongoing investment projects in three areas. The company needs to develop new fast-moving tissue products for the consumer markets. In late 2016, a new yankee cylinder was taken into use at PM1, and a new converting line for household products and modernization of tissue machine 2 (TM2) are under planning. Preparations are also under way to rebuild the refining of TM1, a project in which Igor Oleshchuk was hoping to start co-operation with GL&V’s experts.

The customer statement: “We wanted to ensure the use of best available technology in terms of both operational and financial aspects and GL&V´s solution seemed very promising in that respect”. – GL&V´s team in Kiev was headed by Tero Jussila (left) and Peter Smirnov.
The New OCC Recycled Pulp Line
In the interview in Kiev in December 2016, Igor Oleshchuk made an open statement on GL&V’s contribution in the project.
“The main target of our investment project was to improve the quality of the pulp such that our cardboard products would be recognized in the markets for their high quality criteria,” says Igor Oleshchuk, CTO of the PJSC Kiev Cardboard and Paper Mill.
- In addition to increasing the capacity of the new OCC pulp line, another important target was to reduce fiber loss and energy consumption. These are essential issues in terms of our production economy.
- We wanted to scale up the production of the PM2. Initially we aimed to increase the capacity of the pulp line to 600 t/d, and to reduce the use of secondary fiber by 50 kg/t and electricity by 50 kW/t.
- We wanted to ensure the use of best available technology in terms of both operational and financial aspects, and GL&V’s solution seemed very promising in that respect.
- Naturally, we were aware that GL&V offered novelty technology, which wasn’t in wide use as a complete process at that time. But we were willing to take the risk and choose GL&V as our partner. We knew that GL&V is a reliable company with global operations.
- The early stages of the investment ran smoother than we have ever seen before. As the project proceeded, we naturally faced some problems, but GL&V’s experts constantly came up with solutions. We were extremely happy with GL&V’s determined attitude.
- Once we reached the line start-up phase, the cooperation between our own project team and GL&V proved exemplary. The entire team was simply excellent. We contributed a great deal of our knowledge to the project, but we realized that GL&V did too.
- The start-up of the new OCC pulp line went without any major glitches, which allowed us to focus on further improving our processes without any delays. This phase lasted a while, since we didn’t simply aim to increase capacity, but also to save energy and reduce fiber loss. We successfully reached the process settings that we had set as a target. I remember well the latest negotiations with the team personnel at both our mill and GL&V’s location in Tampere, Finland.
- When the OCC line was started up, the process ran just as it was supposed to. The production personnel were able to run the new line from the get-go so that the targeted capacity increase was exceeded by 20%. It was at that moment we could – at the latest – congratulate each other for a job well done. We faced a huge challenge and overcame it.
- We also achieved great figures in terms of energy savings, and we are very pleased about that. Everyone who saw the production figures of the OCC process said that they had never seen anything like it. The pulp line’s energy consumption was reduced by 25% compared to existing OCC lines.
- For us, it is very important to monitor the dirt and sticky content of the pulp in order to prevent the contamination of the board machine’s cylinders. We had been using chemicals to keep the web clean, but we don’t need them anymore as we no longer have problems with stickies.

The Innovative Process High Lights
Pulping/HD-cleaning/Coarse Screening
The new patented Pulping and detrashing process, replaces conventional Pulping, HD-cleaning and coarse screening processes. Conventional systems require a lot of energy, beats up the contaminants into hard to remove fragments and suffer from heavy maintenance issues in the final stage coarse screening. GL&V´s patented process simplifies the process, eliminates problems in traditional processes and makes a very operator friendly solution since it even can be operated by one person.
Long Fiber Screening and Reverse Cleaning
The Long Fiber screening system is a three stage system, comprising a two-stage screen with both accepts sent forward to the LF disc filter thickener. Rejects from secondary stage is sent to a rejects chest from which it is pumped to a single stage tertiary screen. The tertiary accept is cascade coupled back to the feed tank of the primary screen.
The Long Fiber screen accepts is further treated in Reverse Cleaners, to remove light weight contaminants. Traditionary Light reject cleaners require high pressure drop and are at least in the primary stage using high volumetric reject flows. The drawbacks with these systems are high energy consumption and large recovery stages.
GL&V uses a new patented system combining high efficiency with low reject flows and high accepts consistency thickening. The solution is a cleaner that initially draws a large portion of water with the light reject, to obtain a high accepts consistency; the water is separated from the light reject in a second separation before leaving the cleaner. The water is used as dilution in the stock preparation.
GL&V to supply new equipment to BillerudKorsnäs Gruvön Mill
GL&V Sweden AB is pleased to announce that BillerudKorsnäs Gruvön Mill has placed an order for a complete Refiner and Deflaker system and a combined Save-All/Broke Thickener together with Duflo® Pump technology to their new Board Machine, Next Generation project.
GL&V Sweden AB will deliver thirteen DD®6000 Refiner and three DF-20-2 Deflakers for print-, middle- and back ply. The energy efficient DD6000 refiners will be equipped with the patented Anti-Plate Clash System, APCS, which detects and prevents Refiner Plate clashing. GL&V´s Refiner Plate Wear Indicator, an accurate laser-based system that measures the refiner plate wear, is also included in the scope.
GL&V Sweden AB will also supply a combined Save-All/Broke Thickener including a Duflo Pump to BillerudKorsnäs Gruvön Mill, this will be the 5th Celleco® Centerdisc® CDI disc filter for the BillerudKorsnäs group. The unique and strong design of the CDI filter makes it a perfect filter for this type of application. The ability to combine the Save-All and Broke Thickening applications saves the investment of a separate Broke Thickener filter. The CDI filter will be equipped with stainless steel filter covers to improves the runnability and reduce maintenance cost.

The Duflo technology is well known in the pulp and paper industry and in the Gruvön Mill specifically. The Duflo pump will take care of the big difference in flow as well as in consistencywhich is common with the operation of a disc filter installed as a Save-All/Broke Thickener. A key success for this is the efficient Duflo Impeller and the possibility to easily turn the internal vacuum system on and off.
Planned start-up is scheduled to spring 2019.
Successful start-up and Operation of OCC System with no Coarse Screening

Kyiv Cardboard and Paper Mill are pleased to report the upgrades to the new OCC system completed in cooperation with GL&V in August have achieved the 25t/h design capacity and end product quality requirements while minimizing power utilization.
The improvements to the screening and reject removal system equipment, and controls update, provided almost fibre free rejects and improved operational stability.
About Us
GL&V Pulp and Paper Group designs and markets equipment used in various stages of pulp and paper production, from pulp preparation to sheet forming and finishing. GL&V serves the global market with spare parts, rebuilds, upgrades and optimization services for new and existing equipment. Our pulp and paper group is focused on innovation and provides technologies that generate energy and cost savings for our customers.
- Our Celleco Twister® Hydrocyclone pulp cleaner can reduce power consumption by as much as 50% when compared with more conventional cleaning technologies.
- GL&V markets the world’s most advance press washer, the Compact Press® technology, which allows pulp producers to lower their energy consumption by 25% to 30%, while also reducing use of chemical products and water.
- The GL&V TamPulper™ OCC Module is designed to be simple in concept and process flow. The module combines the pulping to coarse screening into a more compact design than the standard OCC recycling systems used for the past 30 years. Elimination of equipment, control loops and piping reduce initial installation cost. Reduced power consumption leads to a lower operating cost per ton over a traditional OCC system.
- The BTF™ Hydraulic Headbox System is designed to optimize the performance of all fourdrinier paper machines to improve paper properties, formation, drainage and caliper. Improved CD control permits better paper caliper which can improve pressing and drying efficiency.
- GL&V’s new MagTrim™ advanced winder slitter positioning system is based on linear servo motor technology. It can complete repositioning of slitters, regardless of number, in less than 5 seconds dramatically improving winder safety and operational efficiency.
GL&V employees are highly competent and experienced entrepreneurs. We continuously strive to be the best in the industry at understanding our customer’s needs and finding the best solutions in a timely and cost effective manner. We stand behind our products and strive to provide the best customer experience in the industry.
Hudson Falls Leverages Manufacturing Knowledge for High Pressure Paper Machine Dryers
GL&V's dryer foundry in Hudson Falls, NY has been manufacturing paper machine steam dryers and high quality iron castings for 157 years.
Since 2005 we have been developing dryers suitable for higher pressures than the typical 125 or 150 PSI (8.6 to 10.3 Bar) ratings found on most North American paper machine dryers from the 1960's and later.
Higher pressures are enabled by stronger alloys in both gray and ductile iron grades with the incorporation of stress relieving. Since our initial development of high pressure dryers began in 2005, nearly 300 dryers with ratings above 160 PSI have been built, with 175 PSI (12 Bar) being typical and some as high as 200 (13.7 Bar).
Higher pressure dryers enable customers, particularly those making packaging grades, to utilize increased temperatures for higher production speeds without increasing the number of dryers in the section.
Contact GL&V for further information:
Craig Cook, Business Manager - Dryers
Tel: +1 518 747 1370
Email: This email address is being protected from spambots. You need JavaScript enabled to view it.
www.glvpulppaper.com
Metsä Fibre selects COMPACT PRESS® for Bioproduct mill
Metsä Fibre, part of Metsä Group, and GL&V has signed an agreement regarding the supply of one COMPACT PRESS® for the new Bioproduct mill in Äänekoski.
The parties did not disclose any technical or commercial details of the agreement.
Timo Merikallio, the Project Director of the new Äänekoski Bioproduct Mill, shares some information;
- We need a wash press to meet our process targets and we have selected GL&V and its COMPACT PRESS® for the application. It is a robust, reliable and highly efficient wash press, which is exactly what we require. We look forward to working with GL&V as part of the fiberline project.

COMPACT PRESS®
Fredrik Björck, Chemical Pulping Sales Manager at GL&V comments;
- The Bioproduct mill in Äänekoski will be the flagship of the Finnish forest industry and we are honored Metsä Fibre has given us the opportunity to contribute with our innovative technology. This is the opposite of “Suomi-Ruotsi-maaottelu” - We are working together for success in Äänekoski.
The new Bioproduct mill in Äänekoski will start up in Q3, 2017.
biotuotetehdas.fi
glvpulppaper.com
GL&V settles with former employees
In the spring of 2013 GL&V sued three former employees and their newly formed company C Inventing AB as well as the company's representative for patent infringement. In the lawsuit for the patent case GL&V pointed out to the defendants that they had used GL&V proprietary mixing technology for their own benefit.

GL&V also sued the former employees at the Labor Court for having violated the Duty of Loyalty to the employer and during their employment engaged in a competing business through their company C Inventing AB.
The defendants denied patent infringement and filed an opposition to the validity of GL&V's patent. The former employees claimed that they had not breached the Duty of Loyalty in their employment.
The parties have subsequently reached a settlement.
In the settlement it has been clarified that the defendants admit that GL&V has patent protection against the defendants’ manufacturing and selling GL&V’s proprietary mixing technology to a Swedish pulp & paper mill. The former employees also in the labor dispute admitted that they breached the Duty of Loyalty under the current collective bargaining agreement. The defendants have also agreed to a payment to GL&V as a financial settlement of both cases.
Ence-Navia selects GL&V for Pulp Mill Rebuild
![]() Ence-Navia is a leading producer of eucalyptus pulp in Europe. The pulp mill, located in Spain is part of the Ence Group and produce up to 500,000 tonnes of high-quality ECF pulp.
Ence-Navia is a leading producer of eucalyptus pulp in Europe. The pulp mill, located in Spain is part of the Ence Group and produce up to 500,000 tonnes of high-quality ECF pulp.
The pulp made at Ence-Navia is highly sought after by the specialty paper industry due to the good quality wood and high quality processes used to obtain excellent quality used for decorative paper, multilayer paper and other special papers.
GL&V was chosen to be the supplier of all technologies used for this rebuild. The collaboration between GL&V and Ence-Navia will boost the mill production and reduce the usage of chemicals used for bleaching. GL&V will supply a new hot chlorine dioxide stage (DualD) and rebuild the Screen room. Fredrik Björck at GL&V explains “These improvements will enable the mill to run higher quality pulp at reduced operating cost and lower environmental impact.”
As GL&V are focusing on innovation and provide technologies that generate energy and cost saving opportunities this upgrade is in perfect alignment with our strategies.
The rebuild will be done in several stages, commencing in June 2015. The project is set to be completed during spring 2016.
Contact GL&V for further information:
Fredrik Björck, Manager Chemical Pulping Sales, Sweden
Tel: +46 (0)54 770 5708
Email: This email address is being protected from spambots. You need JavaScript enabled to view it.
Stora Enso and GL&V Sweden perform successful pulper rebuild at Kaukopää Mill
Stora Enso is a leading global supplier of packaging materials, serving a whole range of packaging applications – milk, juice, soups, spices, water and yoghurt as well as various high-volume non-food products, such as liquid detergents and fabric softeners. According to the company, their liquid packaging boards, combined with proprietary polymer coatings, offer the best in product protection, printing, converting and filling performance, economy and sustainability.

Aki Laukkanen, Stora Enso, Superintendent BM4 (left), Riku Suurnäkki, Stora Enso, Production Manager BM4 and CTMP, Tero Jussila, GL&V Sweden AB, Global Business Manager.
Stora Enso’s renewable fiber-based Natura board is an excellent example of a high-performing liquid packaging board with advanced multilayer construction. The two outer layers are made of chemical SBS pulps. The middle layer contains CTMP pulp, which provides the bulk and stiffness for improved yield and package performance. Every third liquid carton in the world is made from Stora Enso’s board.
Stora Enso produces its Natura boards in Finland and Sweden. In Finland the company produces liquid packaging boards at Kaukopää Mill in Imatra on Board Machine 4 (BM4), which has a production capacity of 350,000 t/a. Stora Enso Kaukopää Mill and GL&V Sweden AB have had a long-standing, close and efficient technology partnership that focuses on improving the mill’s overall production economy.
Higher machine speed overloaded existing pulper capacity
Kaukopää’s BM4 was manufactured by Beloit. The wire width is roughly seven meters. The board machine has undergone several modernizations over the years in an effort to boost production and improve board quality. Following a major rebuild in 2009, production increased so much that the capacity of both the calender pulper and the reel pulper were insufficient to pulp broke board in connection with breaks and grade changes. 2013 machine had another small investment which increased the capacity.
The situation worsened after a minor new investment. The challenge of pulping was the product itself. LPB grade is hard to deflake.

Partnership between Stora Enso and GL&V Sweden
In this challenging situation, Stora Enso asked GL&V Sweden’s pulp-processing experts to assess the problem and propose corrective measures. According to Stora Enso, the request was based on GL&V’s track record of pulper modernizations in the production plants of both Stora Enso and other companies. Also in play was the fact that GL&V offers various technologies that are different from that of competitors, such as solutions based on deflectors.
“Our investment in 2009 boosted our production. However, we ran into a problem with the calender and reel pulpers after web breaks. The pulpers ran out of capacity in connection with the tail thread-
ing due to the increased production. This could cause damage to the drying fabrics during tail threading, as well as other technical losses. The board machine’s efficiency also suffered, as restarting it was complicated,” recounts BM4’s Production Manager, Riku Suurnäkki.

GL&V team: When did the situation get so bad that you decided to fix the problem with both pulpers at the same time?
“The challenges started some time right after the 2009 rebuild. Back then, how- ever, it still wasn’t such a big problem. It was only after 2013 increased production when the problems escalated, ”Suurnäkki recalls.
“The board machine could, of course, be operated, but it was a precision job,” Aki Laukkanen, Superintendent at BM4.
GL&V team: And you decided to eliminate the problems!
Yes, and we wanted to play it safe! GL&V’s solid pulper modernization references were a good reason to start the co-operation.
The starting point was to get the pulping to work so robustly that the pulpers would no longer have to be run with the same precision as before. Even if there are variations in the process, the pulping process should still work. We had to ensure excess capacity,” states Aki Laukkanen.
GL&V team: In came GL&V!
Riku Suurnäkki: “The investment was handled as agreed and on schedule. The offers arrived on time, and the work was performed very quickly and well.”
Aki Laukkanen: “After some fine-tuning, the pulpers started up like a charm. Our goal was functionality and that’s what we got. In addition, the modernized pulpers will make our future development projects possible. The biggest part of the work is behind us.”
Riku Suurnäkki: “Tail threading is easier, and during grade changes, the broke board can be directed straight to the pulpers. Broke reels don’t have to go through the winder and warehouse before re-entering the machine.”
Aki Laukkanen: “As an investment, this project went like clockwork, as they say. The pulpers worked without a hitch right from the start, and the main problem was eliminated all at once.”
The modernization of both the calender pulper and reel pulper at Stora Enso’s Kaukopää Board Mill in Imatra, Finland
Board Machine BM4
Product Liquid Board
Basis Weight 180–420 g/m2
The Calender Pulper:
Capacity 1360 TPD
Operating consistency 4%
Motors (customer’s supply) 2 x 400 kW
Screen plates Holes 15 mm
Vat volume (net) 61 m3
Scope of delivery:
New TamPulper™ rotors (2 pcs) 1270 mm
New deflectors on the front wall of the vat
New deflectors on the bottom of the vat
New splash chute
Assembly supervision, startup and operation optimization
The Reel Pulper
Capacity 1360 TPD
Operating consistency 4%
Motors (existing) 2 x 400 kW
Screen plates Holes 15 mm
Vat volume (net) 67 m3
After some fine-tuning, the pulpers started up like a charm. Our goal was functionality and that’s what we got.