
Ianadmin
“DualXcluder® Protection Screen solved our major problem”
“We quickly discovered that we could run our stock preparation equipment trouble-free much longer after we got rid of the baling wire with the DualXcluder® protection screen delivered by GL&V. This stage, stock preparation for the paper machine, is essential for our entire production process. The pulp on our multi-grade machines must be clean, since challenging grade changes take place constantly,” says Operations Manager Jonas Schmachtl, Arctic Paper Munkedals AB, Sweden.
“Our customers expect top quality paper products and fast deliveries from us. We have plenty of traditional competence in the industry, which we have developed together with our customers. Our two paper machines are tailored for quick grade changes and for producing our high-quality core products in the extensive grammage range of 60–240 gsm.”
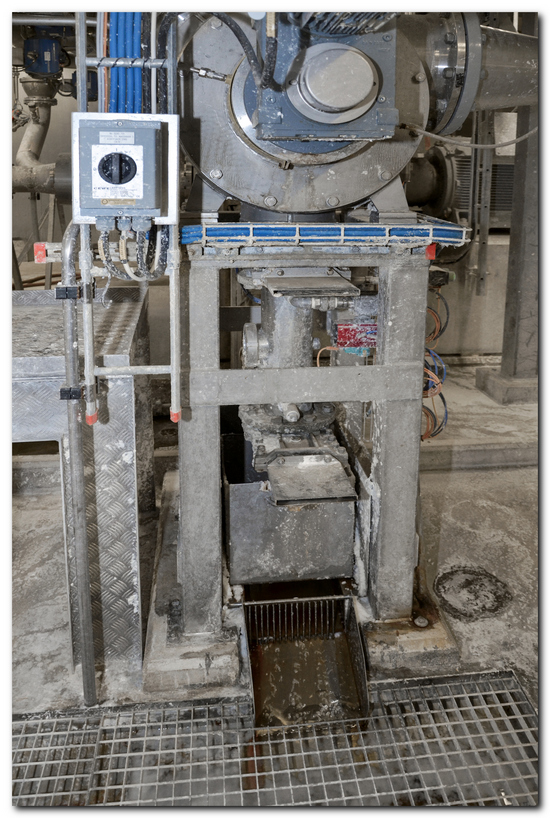
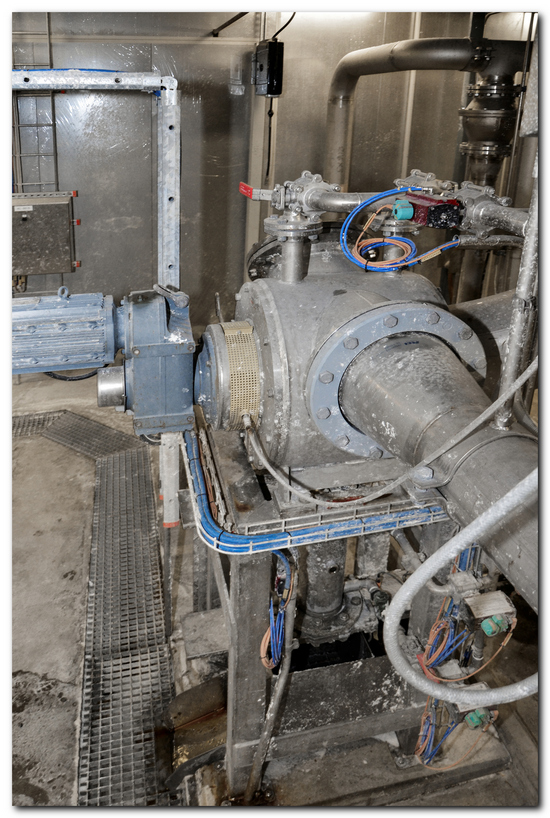
 Click the image for a popout image gallery
Click the image for a popout image gallery

Arctic Paper means quality
Arctic Paper S.A. is a leading European producer of high quality Graphic Paper. The company delivers over 700 000 tonnes of premium Graphic Paper for quality printing, reading and branding purposes. The products are manufactured and marketed by 1250 employees, three mills and 14 sales offices.
Arctic Paper S.A Group have many years of expertise in making Fine Paper. Arctic Paper Grycksbo in Sweden began in 1740. Arctic Paper Munkedals AB, in Sweden as well, was established in 1871 and the mill in Kostrzyn Poland in 1958.
Arctic Paper Munkedals AB is located in Munkedal, Sweden, which is 100 kilometres North of Gothenburg. It is situated by the Örekil River, which is considered to be one of the country’s finest salmon rivers. During the last 20 years there have been major investments, and the company values that the mill today is one of the most environmentally-friendly paper mills in the world. With approximately 300 employees and two paper machines Arctic Paper Munkedals AB produces some 160 000 ton/year high quality graphical paper under the brand name Munken and Amber.
Munkedals is not an integrated paper mill, which means that the hardwood and softwood pulp is brought to the mill by trucks in bales tied with metal wires. Before the introduction of the protection screen, some the wires were removed before and into the pulper. The hydrocyclones also removed some of them, but the remaining wires damaged the segments of the conical refiners.
In 2010, Munkedals contacted GL&V in order to solve the problem. That is when Kari Urholm, Sales Engineer for the DualXcluder protection screen product group, paid his first visit to the mill.
“Tommy Ekström, who was in charge of production at the time, was very agitated since it was a major problem. Baling wires were ending up in the production process, and the mill urgently needed a solution. They had already invested in a dewiring machine, but it didn’t work as expected,” says Urholm.
GL&V was not able to deliver an immediate solution either.
“We wanted to be absolutely sure that our protection screen would work perfectly with the set operational and quality targets. We also didn’t want to sell the device to just any production process – we wanted to make sure that the device is used in the right process to do the job it was developed for,” Urholm continues.
GL&V spent a couple of years developing the design and functions of the DualXcluder protection screen. During this period, GL&V completely changed the original design of the protection screen, which derived from technology that was transferred to GL&V from outside the company.
“Since we were familiar with Munkedals’s problems, we were more than ready to solve the mill’s problem. When I returned to Munkedals, I was able to say that we now have a safe solution for removing the baling wires,” Urholm recounts.
Munkedals purchased the first DualXcluder protection screen in 2015 and a second, identical, one in spring 2017. Munkedals now uses protection screen to remove baling wires on the stock lines of both of their paper machines.
Munkedals must have been very pleased with the first DualXcluder protection screen, since they decided to acquire another one for the second paper machine.
“Indeed. Thanks to the DualXcluder protection screens, we can run the refiners much longer due to the reduced need for maintenance. The effective removal of wires also helps maintain the condition of the valves. When we got our first protection screen, it proved to be so reliable and effective that, after operating it for a year, we decided to buy another one for our second paper machine,” says Munkedals’s Operations Manager Jonas Schmachtl.
- DualXcluder protection screen works perfectly in removing baling wires. The cost savings created by avoiding damage to the refiners and rolls are substantial.
- Previously, the refiner segments had to be refurbished every six months, but now it is necessary only every two-and-a-half years.
- Initially, the wipers that clean the screens of the DualXcluder protection screen had to be changed at three-month intervals, but now it’s done every six months. In addition to the baling wire, the wipers remove all other tramp m aterial from the screen.
GL&V’s Sales Engineer Kari Urholm confirms that he has heard similar testimonies from other customers, too.
“Several of my customers have acquired the protection screen. Based on my mill visits, I can say that customers have only one thing to say about the effective removal of baling wire with the DualXcluder protection screen: ‘Why haven’t we made this purchase earlier!’. My customers also really appreciate the low power consumption of the protection screen’s drive, which is only 7.5 kW. The power consumption of a standard screen is in the range of 50 to 60 kW,” says Urholm.
“Energy consumption is monitored continuously and over a long term at our mill, and environmental aspects are a priority for us. In this respect, it is great that our latest DualXcluder protection screen uses less energy than the first one, although the energy costs caused by it are also minimal,” adds Schmachtl.
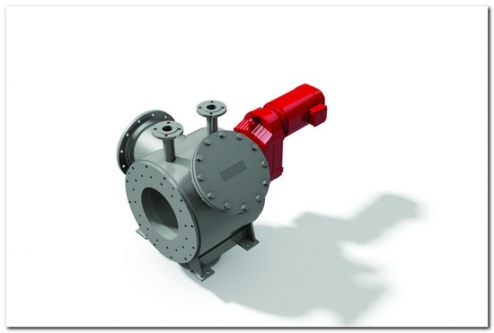
DualXcluder® Protection Screen
Proactive Equipment Protection
The protection screen protects downstream refiners, cleaners and other equipment from damage caused by baling wire, metals, tiles and other heavy contaminants in recycled and virgin pulp applications. The DualXcluder protection screen is a barrier screen efficiently removing contaminants larger than screen cylinder apertures, which can be slots as small as 1.5 mm or holes as small as 3 mm, depending on the application. The machine is intended to replace traditional High-Density cleaners, magnetic traps and trash screens.
Inline Protection Screen
The separator can operate at up to 5% consistency and is available in four sizes depending on the stock type, flow volume, and screen aperture. The pulp flow enters the machine tangentially and passes through the screen cylinder from outside in. Rejects unable to physically pass through the openings are separated into a trap supplied with the unit that is emptied automatically on a timed cycle. Dilution is introduced into the rejects trap to minimize good fibre loss. Accepted tock exits the machine axially from inside the screen cylinder.
Three Dow Innovations Named Finalists for 2017 ICIS Innovation Awards; Dr. Mei Li Finalist for Alpha Innovator of the Year
Three innovative technologies from The Dow Chemical Company (NYSE: DOW) are finalists for the 2017 ICIS Innovation Awards. In addition, Mei Li, a formulation scientist at Dow AgroSciences, is a finalist for the Alpha Innovator of the Year award in the Environment and Sustainability category. ICIS, the world’s largest petrochemical market information provider, presents these awards to companies and individuals that demonstrate high levels of innovation in products and processes, provide benefits to the environment and show progress toward sustainability.
![]() “Dow is a company built on innovation and we are pleased to have our work recognized by ICIS with multiple finalists,” said A.N. Sreeram, senior vice president, Research & Development, and chief technology officer for Dow. “We continue to drive sustainable innovations working in close partnership with our customers to invent the products and processes that will define the solutions of tomorrow.”
“Dow is a company built on innovation and we are pleased to have our work recognized by ICIS with multiple finalists,” said A.N. Sreeram, senior vice president, Research & Development, and chief technology officer for Dow. “We continue to drive sustainable innovations working in close partnership with our customers to invent the products and processes that will define the solutions of tomorrow.”
Winners of the ICIS Innovation Awards and the Alpha Innovator of the Year Award will be announced in October 2017.
The three Dow finalists in innovation are:
Best Product Innovation:
UCON™ Oil Soluble Polyalkylene Glycols (OSP) are a new range of base oil and performance enhancing additive for demanding lubricant applications. UCON OSP have been designed to overcome the lack of hydrocarbon compatibility of conventional polyalkylene glycols while maintaining their key benefits such as deposit and friction control. When used as additives in hydrocarbon oil based engine lubricant formulations, UCON OSP fluids provide a way to reduce CO2 emissions through improved fuel efficiency performance, as well as deposit control that provides long term engine component protection. These features have been demonstrated across a wide battery of test conditions and engine designs for formulations containing UCON OSP developed through close collaboration of Dow and Total Lubricants.
Best Process Innovation:
Dow fluidized catalytic dehydrogenation (FCDh) Process: Both ethylene and propylene are valuable intermediates in the production of plastic and other products critical to everyday use. The shift to lighter cracker feedstocks from shale gas and slowing gasoline demand for refineries are leading to lower propylene production for traditional sources creating a propylene shortage when compared to demand. Dow has developed FCDh technology that is based on commercially available Fluidized Catalytic Cracking technology, selectively producing valuable propylene from abundant shale gas resources. The patent-protected Dow process design enables greater than 20 percent capital savings versus other commercial processes. It also reduces energy requirements per pound of propylene produced. The technology is flexible and can be easily integrated into existing or new ethylene crackers to increase production or tailor these facilities for the desired amount of ethylene and propylene production. It can be used in other aliphatic and aromatic production processes as well. Dow is exploring commercial options to advance this technology with favorable interest in the market.
Innovation With Best Benefit For Environment and Sustainability:
ROPAQUE™ NT-2900 Opaque Polymer for BLUE 4EST™ Thermal Paper is a more sustainable thermal paper option for applications such as cash register receipts, tickets, tags, and labels. The technology, which is compatible with existing printers, is free of chemical developers and removes chemicals of concern from production.
Alpha Innovator of the Year Award – Environment and Sustainability
Dr. Mei Li, formulation scientist, is named a finalist for her work in the design, implementation and commercialization of three novel agrochemical products. INSTINCT™ microcapsule nitrogen stabilizer with Optinyte™ technology protects nitrogen fertilizer and provides benefits to both the crop and the environment. Instinct™ nitrogen stabilizer and technology was awarded the 2016 U.S. EPA Presidential Green Chemistry Challenge Award. Dr. Li has also significantly advanced the formulation science of complex, multiple-active formulations to address the urgent agricultural and societal needs related to herbicide-resistant and hard to control weeds. Enlist Duo® Herbicide with Colex-D® technology is designed to land and stay on target with improved handling and reduced odor. The product won 2013 Agrow’s Best Formulation Innovation. Arylex™Active Herbicide products and technology won 2015 Agrow’s Best Formulation Innovation and 2016 R&D 100 Awards. Collectively, these innovations are helping to save energy and reduce the environmental impact of growing food for a hungry world. Dr. Li’s scientific achievements are great examples of Dow AgroSciences’ purpose to provide “Solutions for the Growing World”.
About Dow
Dow (NYSE: DOW) combines the power of science and technology to passionately innovate what is essential to human progress. The Company is driving innovations that extract value from material, polymer, chemical and biological science to help address many of the world's most challenging problems, such as the need for fresh food, safer and more sustainable transportation, clean water, energy efficiency, more durable infrastructure, and increasing agricultural productivity. Dow's integrated, market-driven portfolio delivers a broad range of technology-based products and solutions to customers in 175 countries and in high-growth sectors such as packaging, infrastructure, transportation, consumer care, electronics, and agriculture. In 2016, Dow had annual sales of $48 billion and employed approximately 56,000 people worldwide. The Company's more than 7,000 product families are manufactured at 189 sites in 34 countries across the globe. References to "Dow" or the "Company" mean The Dow Chemical Company and its consolidated subsidiaries unless otherwise expressly noted. More information about Dow can be found at www.dow.com
DS Smith supports classroom design programme to help children with asthma
DS Smith develops prototypes for students as part of “Designing Our Tomorrow” classroom initiative.
In partnership with the University of Cambridge, DS Smith has developed a number of prototypes from designs by secondary school students. The goal was to design a type of packaging which would contain everything a young child with asthma would need, whether they’re at home, at school or elsewhere; and one which would help reduce anxiety of children with asthma by using child-friendly design themes.

The programme, called Designing Our Tomorrow (DOT), was founded by researchers at the University of Cambridge, and brings real-world problems into classroom design and technology sessions in secondary schools, encouraging the next generation of UK designers and engineers.
Themes included a monkey character where the inhaler and spacer become a banana that the child can ‘feed’ the monkey with and then copy themselves. Other themes include a pack shaped like a cat where the inhalers become mice that are stored in a smaller box shaped like a wedge of cheese; and a folding pack that can hang on a door for easy access at home but can be quickly zipped up and put in a bag to take out.

Five of the best designs were presented by the secondary school students at the British Paediatric Respiratory Society conference in Cambridge in June. Some of the designs were made into prototypes by DS Smith and will be piloted with the NHS in London through the Health London Partnership.
Ian Hosking of Cambridge’s Department of Engineering, who co-leads the Designing Our Tomorrow (DOT) programme, in collaboration with the Faculty of Education said: “Students were tasked with not merely designing packaging but an experience. In other words, we wanted to make it fun and re-frame what education can be – projects like these start to form a broader evidence base of what’s possible. In addition, by working with industry, it takes the project beyond a competition to something that can make a difference to patients and help prevent avoidable asthma deaths in children.”

Russell Turner, Head of Ideation & Solutions of DS Smith’s UK Packaging Division said: “We have loved working alongside these Cambridgeshire school children to develop innovative prototypes that have the potential to radically transform the experience of children with asthma. We hope that working with us has helped them realise that ideas become more powerful when they become a reality, and shown them how exciting design and engineering can be as a career.”
About DS Smith
DS Smith operates in over 36 countries and employs around 26,000 people. Using the combined expertise of our four divisions – Packaging, Recycling, Paper and Plastics – we work with customers to deliver solutions that reduce complexity and deliver results throughout the Supply Cycle. For more information, visit www.dssmith.com.
DS Smith is the UK’s leading supplier of corrugated packaging. Our comprehensive product range includes retail ready packaging, transit cases, consumer units, packs printed for gift and POS applications, and heavy duty packaging for industry. DS Smith’s national network of manufacturing plants service thousands of customers, from multinationals to local businesses.
Using PackRight®, our unique way of working, our highly-skilled people work closely with customers to specify packaging that achieves real results. Typically, our customers achieve sales growth, or reductions in cost, waste and carbon at every stage of the Supply Cycle. For more information, visit www.dssmithpackaging.co.uk.
Voith builds new XcelLine board machine for Bohui Paper Group
Jiangsu, China: In February 2017 Bohui Paper Group contracted Voith to supply a new board machine. The BM 4 will be built at Dafeng in the Chinese province Jiangsu and following completion will be one of the largest board machines in the world. Voith will supply the complete XcelLine process line from Wet End process to winder. This reduces the number of interfaces for the customer to a minimum and provides cost transparency for the entire project.
The order is the result of the long and successful cooperation between the companies to build the BM 1 and BM 3. The experts from Bohui Paper Group had already been impressed by the fast and smooth commissioning of these two machines in 2003 and 2013 respectively. The subsequent efficient production process also ensured a high degree of customer satisfaction.
 f.l.t.r. Andreas Endters, President Business Line Projects Voith Paper, Yang Yanliang, Chairman Bohui Paper Group, Thomas Holzer President Voith Paper Asia
f.l.t.r. Andreas Endters, President Business Line Projects Voith Paper, Yang Yanliang, Chairman Bohui Paper Group, Thomas Holzer President Voith Paper Asia
From December 2018 the new BM 4 will operate at a speed of 1.200 m/min to produce folding box board with a basis weight of 250 g/m2. The production line offers a range of special technical features that both improve the quality of the finished paper and reduce energy consumption. The Wet End section of the BM 4 impresses with a new Clean Design concept that achieves particularly high runnability. In the BM 4, the use of a Triple NipcoFlex press not only ensures tremendous dewatering efficiency while preserving volume, but also achieves a smooth surface on the board. The scope of supply also includes three MasterJet Pro headboxes, a DuoFormer DII, four TurboDryers, and the energy-efficient qDry Pro non-contact drying system. Moreover the BM 4 is equipped with EcoCal Hard and EcoCal Soft calenders, a Sirius winding system as well as two VariFlex winders, MCS and DCS are completing Voith Paper’s scope of delivery.
Voith Financial Services also helped secure the project by developing and organizing an attractive financing concept tailored to the customer's needs. In this area, too, there was close collaboration with Bohui Paper Group based on a spirit of mutual trust.
About Voith Paper
Voith Paper is a Group Division of Voith and the leading partner and pioneer in the paper industry. Through constant innovations, Voith Paper is optimizing the paper manufacturing process, focusing on developing resource-saving products to reduce the use of energy, water and fibers. Furthermore, Voith Paper offers a broad service portfolio for all sections of the paper manufacturing process.
About Voith
For 150 years, Voith technologies have been inspiring its customers, business partners and employees all over the world. Founded in 1867, Voith today has around 19,000 employees and earns 4.3 billion euros in sales. It has locations in more than 60 countries and is one of the largest family-owned companies in Europe. As a technology leader, Voith sets standards in the energy, oil & gas, paper, raw materials and transport & automotive markets.
ANDRITZ successfully starts up key production technologies for Metsä Group’s new bioproduct pulp mill in Finland
International technology Group ANDRITZ has successfully completed start-up of the key production technologies for Metsä Group’s new bioproduct pulp mill with an annual capacity of 1.3°million tons of pulp in Äänekoski, Finland. All ANDRITZ processes were started up successfully according to the agreed schedules. The core equipment supplied by ANDRITZ originates mainly from Finland, with a significant part being fabricated at the ANDRITZ workshop in Savonlinna.
![]() With the installation and smooth start-up of the equipment supplied, ANDRITZ once again demonstrated its outstanding technological capabilities. ANDRITZ supplied the following equipment to Metsä Group’s bioproduct pulp mill:
With the installation and smooth start-up of the equipment supplied, ANDRITZ once again demonstrated its outstanding technological capabilities. ANDRITZ supplied the following equipment to Metsä Group’s bioproduct pulp mill:
- a wood processing plant, including three debarking and chipping lines, with the highest capacity in the world (pine/spruce/birch: 470/350/270 m3solid-over-bark per hour)
- a flexible softwood/hardwood fiberline with the highest softwood capacity in the world (3,900 tons per day)
- the world’s most energy-efficient black liquor evaporation with the highest capacity in Europe (1,650°tons/hour)
- the largest recausticizing plant in Europe (white liquor production of 16,000 m3/day)
With this major delivery, ANDRITZ is once more strengthening its position as one of the world’s leading suppliers of key equipment for pulp mills.
“ANDRITZ is our long-term co-operation partner with whom we have developed our mills consistently. In the bioproduct mill project we have used an open-book project model, which has created good prerequisites for co-operation useful to both partners. The result is a world-class mill, which was built on time and on budget”, says Timo Merikallio, Project Director, from Metsä Group.
The ANDRITZ GROUP
ANDRITZ is a globally leading supplier of plants, equipment, and services for hydropower stations, the pulp and paper industry, the metalworking and steel industries, and for solid/liquid separation in the municipal and industrial sectors as well as for animal feed and biomass pelleting. Other important business segments include automation and service business. In addition, the international Group is also active in the power generating sector (steam boiler plants, biomass boilers, recovery boilers, and gasification plants) and in environmental technology (flue gas cleaning plants) and offers equipment for the production of nonwovens, dissolving pulp, and panelboard as well as recycling plants. The publicly listed technology Group is headquartered in Graz, Austria, and has a staff of approximately 25,200 employees. ANDRITZ operates more than 250 sites in over 40 countries.
ANDRITZ PULP & PAPER
ANDRITZ PULP & PAPER is a leading global supplier of complete plants, systems, equipment, and comprehensive services for the production and processing of all types of pulp, paper, tissue, and cardboard. The technologies cover the processing of logs, annual fibers, and waste paper; the production of chemical pulp, mechanical pulp, and recycled fibers; the recovery and reuse of chemicals; the preparation of paper machine furnish; the production of paper, tissue, and cardboard; the calendering and coating of paper; as well as the treatment of reject materials and sludge. The service offering includes system and machine modernization, rebuilds, spare and wear parts, on-site and workshop services, optimization of process performance, maintenance and automation solutions, as well as machine relocation and second-hand equipment. Biomass, steam, and recovery boilers, as well as gasification plants for power generation, flue gas cleaning plants, plants for the production of nonwovens, dissolving pulp, and panelboard (MDF), as well as recycling plants are also part of this business area.
Scotland's PG Paper Company Ltd to target south america exports following £10m in funding from Santander
Greenock-based PG Paper Company Ltd, an international paper merchant and one of Scotland’s biggest exporters, is to target growth in South America following a £10 million funding package from Santander Corporate & Commercial.
 Established in 2003, PG Paper is an award-winning company created and driven by CEO Poonam Gupta OBE. The firm acts as a broker, buying paper directly from mills around the world. It exports hundreds of containers per month to buyers located in regions such as the Indian Sub-Continent, the Far East, Turkey and Africa.
Established in 2003, PG Paper is an award-winning company created and driven by CEO Poonam Gupta OBE. The firm acts as a broker, buying paper directly from mills around the world. It exports hundreds of containers per month to buyers located in regions such as the Indian Sub-Continent, the Far East, Turkey and Africa.
Already present in 52 countries, the PG Paper team is fast diversifying its product range into speciality and packaging paper and boards, as well as developing new markets. PG Paper has identified strong growth opportunities in economies such as Mexico, Brazil, Argentina and Chile.
In an indication of the success of the firm, turnover has grown to £36 million, up 50 percent year-on-year as at the end of March 2017. The £10 million from Santander includes a £3 million trade bills facility and £2 million foreign exchange line.
Poonam Gupta OBE, Chief Executive Officer, PG Paper Co Ltd, said: “We are constantly developing our presence in new markets, and the comprehensive support from Santander has been key to our expansion plans in South America. We seek out new, on-going opportunities that offer a win-win situation to our partners and clients. Our local knowledge, multilingual abilities and understanding of the many paper grades we work with ensures we can offer paper for alternative and innovative uses across all our markets.”
Narinder Baryah, Relationship Director, Santander Corporate & Commercial, said: “Santander has been able to deliver a very collaborative approach by really understanding the business and delivering an appropriate product suite that will allow Poonam and her team to achieve their ambition. We have supported our overall international sector approach with a range of value-added services such as the Santander Trade Portal and Trade Club and also introduced the business to our Latin America country specialist. Overall, our finance package will allow PG Paper to drive further sales by opening up a key new geography.”
Rapid technology changes drive growth in speciality papers market, reaching almost 27 million tonnes in 2022
The speciality paper industry is changing as fast as the markets are moving. New machinery and technology is entering the markets, as the commodity printing and writing market went through rapid decline and now is slowly shrinking in the developed countries. This will tend to disrupt the speciality paper makers, as new technology will enable faster and wider machines to effectively and economically produce more technical speciality grades.
![]() Smithers Pira’s latest report ’The Future of Speciality Paper to 2022’ projects the global market for speciality papers in 2017 to be 24.16 million tonnes, and forecasts it to reach 26.98 million tonnes in 2022. This represents a CAGR of 2.2% in the five-year period from 2017 to 2022.
Smithers Pira’s latest report ’The Future of Speciality Paper to 2022’ projects the global market for speciality papers in 2017 to be 24.16 million tonnes, and forecasts it to reach 26.98 million tonnes in 2022. This represents a CAGR of 2.2% in the five-year period from 2017 to 2022.
‘The regulatory environment continues to be complicated, driving changes in materials for health, safety and sustainability’, says Bruce W Janda, author of the report.
‘Speciality papers enjoy many opportunities for new product development to create new demand. Replacement of plastics with sustainable paper-based materials is a large opportunity. Disruptive technologies are coming into the market to support plastics replacement’.
Speciality papers have become even more important because commodity grades used for graphic communications, such as newsprint, freesheet and coated printing papers, have declined abruptly over the past ten years in Western Europe and North America. Recent trends suggest that this may also be starting to happen in more recently developed markets such as China. This trend is expected to continue and spread to the other regional markets as digitalisation of communications continues. As the global graphic commodity papermaking universe contracts, speciality paper grades are becoming one of the forces for growth in the industry, along with tissue and packaging.
Several key common features of speciality papers are noteworthy. They tend to be higher added-value products owing to their unique characteristics. These features often allow speciality producers to charge a premium. Consequently, they are perceived to lead to a better financial performance for the manufacturer. Speciality papers are also seen as useful product portfolio extenders for risk spread over several markets. Often the introduction of speciality papers arises from the availability of, or need to make use of, small-scale output machinery that would otherwise be shut down. The premium charged on the added value allows a producer to work machinery that would otherwise be too costly when making large-scale commodity products, where price competition tends to be fierce.
This landmark report quantifies and segments the specialty paper market globally across 14 major countries and identifies opportunities and threats facing suppliers.
This market report was based on an in-depth combination of primary and secondary research. Primary research included telephone interviews used to generate an up-to-date and accurate picture of the market and to gather information on the specialty papers market that is not available from published sources. Secondary research was based on extensive literature analysis of published data and trends collected from leading players.
With expert insight The Future of Speciality Papers to 2022 [http://www.smitherspira.com/industry-market-reports/paper/specialty-paper/the-future-of-specialty-papers-to-2022] provides a vital strategic planning tool for pulp and paper manufacturers, converters, and equipment manufacturers of specialty papers.
About Smithers Pira
Smithers Pira is the worldwide authority on packaging, paper and print industry supply chains. Established in 1930, Smithers Pira provides strategic and technical consulting, testing, intelligence and events to help clients gain market insights, identify opportunities, evaluate product performance and manage compliance. For more information please visit www.smitherspira.com
Responsible Care: Kelheim Fibres scores high points with Flushable Moist Toilet Tissue and Integrated Product Policy
Kelheim Fibres was pleased to claim the Recognition Award in the Responsible-Care-Competition 2017 of the Bavarian branch of VCI (Association of the Chemical Industry e.V.) for its integrated product policy.
The topic of the competition was "The Closed Circle Econom" relating to the areas of environmental protection, product responsibility and dialogue in respect of Responsible Care.

Kelheim Fibres, world-leading manufacturer of viscose speciality fibres, scored high points with their viscose short cut fibres VILOFT®, specifically developed for the production of increasingly popular moist toilet tissue; worldwide, the demand in this segment is increasing significantly. In contrast to traditional (spunlace) wipes, wet wipes made of Kelheim’s VILOFT® short cut fibres disintegrate rapidly and prevent the blockage of pumps in the waste water system.
Again, in contrast to commercially available standard products, these wipes are completely biodegradable.
Kelheim’s short cut viscose fibres therefore offer an enormous potential for savings with regard to energy and maintenance costs for regional waste water operations. At the same time, they offer a solution for the growing issue of increased pollution of water by micro plastics - a huge benefit for the environment
This fact convinced the independent jury of experts, who judged the projects submitted by their quality, creativity, impact and exemplary character. The citation for VILOFT® states: „This project impresses with the integrated product policy outlined: Even at the product design stage the focus is on the complete system. A bio-persistent material is being replaced. This prevention of waste and residual materials results in a Germany-wide saving potential in municipal infrastructures.“
Kelheim Fibres‘ Business Manager Horst Wörner is pleased: We have been pursuing the topic Flushability for years. With our VILOFT® fibre we offer the solution that has been sought by waste water authorities for years. Unfortunately, the dimensions of the problem and the corresponding saving potential is not universally known yet.
This Responsible-Care-Award confirms that we are on the right path and I hope it helps to create more awareness at the consumer level.“
ANDRITZ to supply a sludge handling system to Monalisa Co. Ltd., South Korea
International technology Group ANDRITZ has received an order from Monalisa Co. Ltd., Seoul, South Korea, to supply the key components for a new sludge dewatering process to be installed at its tissue production line in Jeonju. Start-up is scheduled for the end of 2017.
![]() The tissue production line produces sanitary tissue products using mixed office waste and virgin pulp as raw material. In order to achieve optimum results in dewatering of the sludge coming from the recycled fiber processing line, ANDRITZ will supply a thickening drum and sludge screw press. As a result, the costs for transporting the sludge to a subsequent treatment facility will be cut significantly.
The tissue production line produces sanitary tissue products using mixed office waste and virgin pulp as raw material. In order to achieve optimum results in dewatering of the sludge coming from the recycled fiber processing line, ANDRITZ will supply a thickening drum and sludge screw press. As a result, the costs for transporting the sludge to a subsequent treatment facility will be cut significantly.
The technological features of the dewatering equipment as well as information and impressions gained from a previous visit to a reference plant in Korea were decisive in the customer placing the order with ANDRITZ.
Monalisa Co. Ltd. is an established producer of domestic hygiene products sold under several brand names, including "Bellagio", "The Rich House", and "Nox Premium". The company is based in Seoul, South Korea.
Wisconsin’s Paper Industry: Keys to printing continued success

Wisconsin has long been known as America’s Dairyland. However, for decades we have also been the epicenter of America’s papermaking industry. For over 50 years, the state has been the nation’s leading producer of paper products. According to the Wisconsin Paper Council, the Wisconsin paper industry directly or indirectly employs over 140,000 workers and produces over 5 million tons of paper annually.
While printing and writing paper is the most visible product produced, paper manufacturers in the state create a wide variety of paper products, often employing sophisticated technologies. These products include towel and tissue products, tape, protective liners, diapers, and wipes – just to name a few.
Over recent years the industry has experienced a challenging environment as technology and the internet have disrupted the role paper plays in our daily lives. The reduced role of paper coincided with the Great Recession and the result has been a difficult period for paper manufacturers.
While the disruption is still evident, there are signs of demand stabilization in certain areas. Take the book industry, for instance. The arrival of e-Readers was thought to bring the death of the paperback book. However, in recent years the printing of books has stabilized. This stabilization has been aided by technological advancements that allow books to be printed digitally, at a lower cost, and in small batches which creates less inventory and more customization.
There are several industries within paper production that enjoy very stable end-markets. For example, demand for towel and tissue products in the U.S. closely aligns with population growth and GDP, and has an inelastic demand – people need toilet paper regardless of the economy. Wet wipes and diapers also benefit from stable demand. Many areas in specialty paper manufacturing produce paper for the food industry, another stable end-market.
In addition to end-market adjustments, trade policy has also been an important driver of change for paper manufacturers. The industry has successfully petitioned the U.S. Department of Commerce on several occasions over the years when foreign competitors dump cheap products on the market. Trade relationships and decisions will unquestionably continue to impact the industry. Trade moved back into the headlines this spring as the U.S. Department of Commerce announced a preliminary determination for countervailing duties on lumber imported from Canada. Paper manufacturers have been faced with volatile prices for this key raw material over the past few months in anticipation of the announcement.
With all the market disruption, paper manufacturers that innovate products and processes will be the most successful at navigating the industry. This year, the majority of U.S. companies will spend up to 10 percent of their budgets on technology upgrades. Here in Wisconsin, smart companies are investing in innovation to simplify daily tasks, expand product offerings and enter new industries.
The speed of disruption in the paper and forest products industry requires companies to put new efficiencies to work faster to stay ahead of competitors. As the economy evolves it will be important for paper manufacturers to focus on expanding and participating in the stable and growing end-markets within the broad paper industry, and to manage their costs and financing on a long-term basis. Having a partner who understands the nuances of the industry can help companies navigate the good and bad on the road to long-term success. That’s the power of having expertise and capital ready to execute the strategies.
Drew Slocum, senior vice president of Global Commercial Banking at Bank of America Merrill Lynch in Wisconsin.
Bank of America Merrill Lynch” is the marketing name for the global banking and global markets businesses of Bank of America Corporation. Lending, derivatives, and other commercial banking activities are performed globally by banking affiliates of Bank of America Corporation, including Bank of America, N.A., Member FDIC. Securities, strategic advisory, and other investment banking activities are performed globally by investment banking affiliates of Bank of America Corporation (“Investment Banking Affiliates”), including, in the United States, Merrill Lynch, Pierce, Fenner & Smith Incorporated and Merrill Lynch Professional Clearing Corp., both of which are registered broker-dealers and Members of SIPC, and, in other jurisdictions, by locally registered entities. Merrill Lynch, Pierce, Fenner & Smith Incorporated and Merrill Lynch Professional Clearing Corp. are registered as futures commission merchants with the CFTC and are members of the NFA. Investment products offered by Investment Banking Affiliates: Are Not FDIC Insured • May Lose Value • Are Not Bank Guaranteed.
©2017 Bank of America Corporation