A cardboard mill customer suffered from regular pump breakdowns in the fiber line effluent sump. Sulzer replaced the two existing submersible pumps by one non-clogging AHLSTAR NPP42-150 pump equipped with a Sulzer Ejector. After more than two years in operation, there has been no disturbance.
The challenge
This European mill produces 240’000 tons of cardboard from wastepaper per year. The cardboard is used to make plasterboard and for packaging. Various effluents from the mill are collected in different steps of the process and then treated in a modern, integrated wastewater treatment plant.
The main effluents from the fiber line process are collected in a large, 2.5 m deep sump prior to being pumped further through rotary drum screens and sent to the wastewater treatment plant. The liquids in the sump have varying char- acteristics and can be highly polluted with all kinds of solid particles (fibers, clips, tapes, ropes, etc.).
 AHLSTAR™ with Sulzer Ejector improves sump pumping in a cardboard mill.
AHLSTAR™ with Sulzer Ejector improves sump pumping in a cardboard mill.
The initially installed sump pumps failed frequently. The two non-Sulzer submersible pumps were regularly clogged, disturbing the whole process and generating high repair costs. The customer decided to look for a more reliable pumping system and asked Sulzer for help.
The solution
After thorough discussions, the client and Sulzer agreed on a radical alternative: one dry-installed process pump with a complete priming system. An AHLSTAR NPP42-150 non-clogging pump unit with ejector soon replaced the fail- ing submersible pumps. The installation was fast and easy, and only minor piping modifications were needed.
The NPP42-150 pump unit is located above the liquid level in the sump. At each pump start, a fully automated priming is done in a few seconds with the Sulzer Ejector package. The NPP42-150 pump has been running smoothly for more than two years now, without any blockage. One of the initial submersible pumps was removed from the sump and the other one is kept as standby, only being used from time to time in parallel with the NPP42-150, when a maximum drainage flow is required.
Customer benefit
The AHLSTAR non-clogging NPP42-150 with vortex impeller is the right pump for sump applications where liquids are heavily polluted with debris and other big solid particles.
The previously installed submersible pumps were of cast iron, whereas all the wetted parts of the NPP42-150 pump are of duplex stainless steel. This material is ideal for liquids which can be both corrosive and abrasive. It ensures a much longer pump service life with minimum wear of parts.
The NPP42-150 pump unit is above the sump liquid level, and this makes all maintenance operations rapid and safe. Several other AHLSTAR process pumps are installed in the cardboard mill. The inventory control of spares is therefore easy.
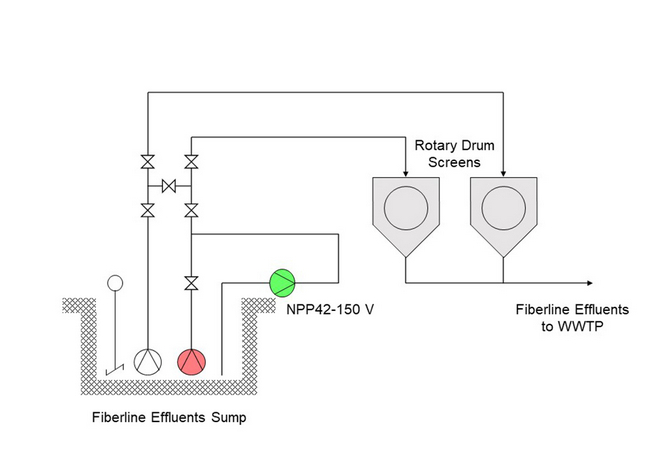 Sump pumping diagram.
Sump pumping diagram.
The Sulzer Ejector is an inexpensive and simple device powered by compressed air from the mill network. It allows full priming of the inlet pipe and pump in a few seconds. After priming, the ejector is stopped, and the NPP42-150 pump starts running. No compressed air is required during normal pumping operation.
The Sulzer Ejector was delivered with an automation package that makes the whole priming operation extremely simple
“The AHLSTAR pump with a Sulzer Ejector is the prime solution!” - Fabrice Martin, Business Development Manager
Product data
AHLSTAR non-clogging pump unit for wastewater sump (pit depth 2.5 m)
| Flow | 350 m³/h |
| Head | 20 m |
| Speed | 1’000 rpm |
| Motor power | 55 kW |
| Impeller | Vortex – 340 mm |
| Max. solids passage | 80 mm |
| NPSHr | 5 mcL |
Complete Sulzer Ejector package including:
- Ejector
- Valves with actuators for motive air and ejection suction pipe
- Level control switch
- Control box with logic
Read our ejector brochure for further information.
About Sulzer
Sulzer is a global leader in fluid engineering. We specialize in pumping, agitation, mixing, separation and application technologies for fluids of all types. Our customers benefit from our commitment to innovation, performance and quality and from our responsive network of 180 world-class production facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834. In 2021, our 13’800 employees delivered revenues of CHF 3.2 billion. Our shares are traded on the SIX Swiss Exchange (SIX: SUN). The Flow Equipment division specializes in pumping solutions specifically engineered for the processes of our customers. We provide pumps, agitators, compressors, grinders and screens developed through intensive research and development in fluid dynamics and advanced materials. We are a market leader in pumping solutions for water, oil and gas, power, chemicals and most industrial segments.