Super User
New ABB Ability™ digital solution continuously monitors paper machine drive health to prevent failures and boost productivity
Pioneering solution uniquely offers continuous monitoring of paper machine drives’ performance for near real-time insights that diagnose problems, optimize performance and save mills money
ABB has just launched the Paper Machine Drives Performance, a pioneering digital data analysis solution providing pulp and paper manufacturers with detailed insights into their drive system health to improve runnability and reliability, reduce sheet breaks and ultimately improve paper quality.

Paper Machine Drives Performance is the only continuous monitoring, drive-specific digital service that leverages a digital twin to better model and evaluate system drive control performance. Applying an advanced calculation engine to critical system data permits near real-time performance monitoring for web tension, speed control, draw and load share. This in turn enables drive system control optimization, faster troubleshooting and more informed asset decisions.
The system also provides advance warnings of potential failures and maintenance alerts, which enable mills to undertake predictive maintenance, reducing unplanned downtime and higher maintenance costs.
“Customers are always seeking better ways to understand their drive system health while efficiently identifying the root cause of any issues,” said Sanath Kumar, Global Product Manager for Paper Machine Drives, ABB. “Our new solution is the only available offering that specifically monitors paper machine drive control performance to provide near real-time detail on performance status, plus predictive alerts and root cause insights to optimize control and leverage predictive maintenance strategies.”
Removing the need for manual data collection, Paper Machine Drives Performance leverages the ABB Ability™ platform to collect and analyze a breadth and depth of data that would otherwise be unachievable. Part of the ABB Ability™ Performance Service for paper mills family, the service follows ABB’s proven ‘diagnose, implement, sustain’ methodology, helping grow and optimize performance and is delivered via ABB Ability™ Collaborative Operations.
Valmet to supply start-up clothing to Stora Enso’s Oulu Mill in Finland
Valmet will supply start-up clothing to Stora Enso’s Oulu Mill in Finland. The start-up clothing includes forming fabrics, press felts, shoe press belts and dryer fabrics. The clothing order is related to Stora Enso’s paper machine (PM 7) grade conversion project delivered by Valmet.
The order is included in Valmet’s orders received of the third quarter 2020. The clothing will be delivered for the start-up of the rebuilt BM 7, which is scheduled for the end of 2020. The value of the order is not disclosed.
![]() “Valmet has been our main clothing supplier in Oulu for a long time. We are pleased to continue working together in this strategic project, too, as the performance of the fabrics and felts is crucial for end product quality and production efficiency. We have set high requirements for the technical support at the start-up and during optimization. We trust that Valmet can meet our expectations,” says Janne Myllykangas, Area Manager BM 7 and Deputy Project Director at Stora Enso.
“Valmet has been our main clothing supplier in Oulu for a long time. We are pleased to continue working together in this strategic project, too, as the performance of the fabrics and felts is crucial for end product quality and production efficiency. We have set high requirements for the technical support at the start-up and during optimization. We trust that Valmet can meet our expectations,” says Janne Myllykangas, Area Manager BM 7 and Deputy Project Director at Stora Enso.
“We are happy that Stora Enso has chosen our clothing for the start-up of BM 7. All in all, the order includes 50 percent of the forming fabrics and press felts, and 100 percent of the dryer fabrics for the first two years with an option for the third year. Valmet Black Belt shoe press belts were already included in Stora Enso’s earlier order for this project. Our Industrial Internet application for PMC (paper machine clothing) remote analytics is also included into the delivery,” says Martti Heinola, Director, Paper Machine Clothing, Valmet.
Valmet and Stora Enso have also signed a Performance Agreement including technical support to accelerate the start-up curve.
Information about the customer Stora Enso
Stora Enso is a leading global provider of renewable solutions in packaging, biomaterials, wooden constructions, and paper. The company employs some 26,000 people in more than 30 countries. The Oulu Mill in northern Finland currently produces wood-free coated paper and bleached softwood pulp.
Is Going Paperless Really Better for the Environment?
Many banks, utilities, telecoms and other service providers continue to encourage (and sometimes force) their customers to switch from paper to electronic communications, using claims that electronic communication is “greener,” “saves trees” or “protects the planet” as justification. One can only conclude that the CEOs of these companies are either 1) misinformed about the inherent sustainability of print and paper, the rapidly expanding environmental footprint of digital communication or both, 2) trusting marketing teams who don’t bother to validate environmental claims or 3) seeking to save costs by ignoring established environmental marketing rules from the U.S. FTC and Canadian Standards Association that say marketers “should not make broad, unqualified environmental benefit claims like “green” and that “claims should be clear, prominent and specific.”
Growth of electronic devices and e-waste
There’s no arguing that the use of electronic devices has exploded over the last decade. According to a 2019 study by the Pew Research Center, the vast majority of Americans (81%) now own smartphones, up from just 35% in 2011. Nearly three-quarters of U.S. adults now own desktop or laptop computers, and roughly half now own tablets and e-readers. This boom has resulted in many advances that make our lives more efficient, productive and enjoyable. But it has also brought with it serious and increasing environmental, health and economic consequences.
According to the recently released Global E-waste Monitor (GEM) 2020, a record 53.6 million metric tons (Mt) of electronic waste was generated in 2019, up 21% in just five years. For perspective, last year’s e-waste weighed as much as 350 cruise ships the size of the Queen Mary 2, enough to form a line 76 miles long. The GEM describes e-waste as discarded products with a battery or plug. Small electronic equipment, screens and monitors, small IT and telecommunication equipment comprised more than half of global e-waste last year. The U.S. and Canada collectively generated 7.7 Mt of electronic waste in 2019. That’s 46 lbs. per person, and nearly three times the worldwide per capita generation of 16 lbs.

The report also predicts global e-waste, will reach 74 Mt by 2030, almost a doubling of e-waste in just 16 years. This makes e-waste the world’s fastest-growing waste stream, fueled by higher consumption rates of electric and electronic devices, short device life cycles and few options for repair. Many people now see devices and appliances as ultimately disposable, simply discarding them when it’s time for an upgrade. Others may hold on to them, but are unable to find a cost-effective way to repair them.
Little e-waste is recycled
The GEM found that only 17.4% of e-waste was collected and recycled globally in 2019, with only 15% of e-waste in North America recycled. Most e-waste was either dumped or burned rather than being collected for recycling and reuse.
Numerous toxic and hazardous substances are found in electronic equipment and pose severe risk to the environment and human health when not handled in an environmentally sound manner. Recent research cited in the GEM found that unregulated e-waste is associated with increasing numbers of adverse health effects, from birth defects and altered neurodevelopment to DNA damage, adverse cardiovascular and respiratory effects and cancer.
E-waste also represents a huge economic loss. When electronic devices are simply thrown away, high-value, recoverable materials such as iron, copper and gold are thrown away with them. “If we cannot recycle electronic waste, we’re not taking back materials into the loop, which means we have to extract new raw materials,” says Vanessa Forti, the lead author of the GEM. It’s estimated that the value of raw materials in all global e-waste generated in 2019 equaled a staggering $57 billion US, more than the gross domestic product of most countries.
Electronic communication, energy consumption and climate change
The miniaturization of equipment and the “invisibility” of the infrastructures used leads many to underestimate the environmental footprint of digital technology. This phenomenon is reinforced by the widespread availability of services on the “cloud,” which makes the physical reality of use all the more imperceptible and leads to underestimating the direct environmental impacts of digital technology.
By 2023, global tech giant Cisco estimates that North America will have 345 million internet users (up from 328 million in 2018), and 5 billion networked devices/connections (up from 3 billion in 2018). The U.S. Department of Energy reports that U.S. data centers consumed an estimated 70 billion kilowatt hours (kWh) in 2014, representing about 1.8% of total U.S. electricity consumption. Based on current trend estimates, U.S. data centers are projected to consume approximately 73 billion kWh in 2020. This energy consumption does not include the energy required to build, power or recharge the devices.
According to The Shift Project, a carbon transition think tank, the energy consumption required for digital technologies is increasing 9% each year and the share of digital technology in global greenhouse gas (GHG) emissions could double to 8% by 2025. The U.S. National Renewable Energy Laboratory analyzed 113 information technology companies in 2014 and found that only 14% of the energy consumed was from renewable sources.
The contrasts between electronic and paper communications are well-defined
The magnitude of the negative impacts resulting from the use of electronic communication should be cause enough for companies to abandon their unverifiable greenwashing claims that going digital is better for the environment, but the comparison with paper-based communication should seal the deal for those that are committed to responsible marketing practices.
- Paper is made from a renewable resource – trees from sustainably managed forests.
- With a recovery rate of 66% in the U.S. and 70% in Canada, paper is recycled more than any other commodity in North America.
- Most of the energy used to manufacture paper in North America comes from carbon-neutral biomass and other renewable sources.
- The U.S. pulp and paper industry emitted 35.7 Mt of GHG emissions in 2018, which was only 1.2% of total direct U.S. emissions.
- More than 90% of the water used to manufacture paper in North America is cleaned and returned to the source. Most of the remainder evaporates or remains in paper products.
- The North American paper industry has shown continuous environmental performance improvement which is well documented.
Since its inception, Two Sides has been working to end corporate greenwashing of print and paper. For more information about Two Sides’ Anti-greenwash Campaign, click here.
For more facts on electronic communication and other paper sustainability topics, click here.
Toscotec receives forth turnkey order from WEPA
Toscotec will supply an AHEAD 2.2S tissue line on a full turnkey basis to WEPA Piechowice mill in Poland. The project is planned in a short time frame, with start-up set for the third quarter of 2021. This is a repeated turnkey order for WEPA Piechowice mill, where an AHEAD 2.0S machine supplied by Toscotec on a turnkey basis came online in 2017.
WEPA selected Toscotec for the turnkey supply of the last three tissue machines it installed since 2015, including WEPA Lille in France, WEPA Giershagen in Germany and WEPA Piechowice. Previously, Toscotec had supplied other two complete machines to WEPA Sachsen in Kriebstein, and to WEPA Giershagen. This new AHEAD 2.2S in Poland will be the sixth tissue line that Toscotec delivers to the German Group, in addition to the numerous rebuilds it completed over the years for the wet end and dry end sections of WEPA’s existing machines. Recently, WEPA Giershagen PM19 achieved the constant operating speed of 2200 m/min, setting a new world record in the tissue industry for machine speed in continuous running conditions.

The new AHEAD 2.2S machine features a 2750 mm sheet trim width and a design speed of 2200 m/min. It will produce over 40,000 t/y of premium quality tissue mainly for the Away-from-Home market, made of either virgin or deinked pulp (DIP). The AHEAD 2.2S machine is equipped with Toscotec’s shoe press technology TT NextPress, a third-generation-design TT SYD, gas-fired hoods with several stages of energy recovery, and an in-line shaft puller at the pope reel. The machine is designed for the implementation of digital technology and advanced control systems supplied by Toscotec and Voith.
The project also includes the complete stock preparation, Toscotec’s patented TT SAF (Short Approach Flow) for high operation efficiency, the complete electrical and control system, including the DCS and the QCS and the dust and mist removal systems. The vacuum plant, air compression station, bridge cranes, roll handling and hall ventilation systems complete the turnkey supply.
WEPA also purchased a full service package including the detailed mill engineering, the plant and the machine erection, commissioning, start-up supervision and training.
Martin Krengel, CEO of WEPA Group said, “As in the past, we have great confidence in Toscotec and are convinced that we have the right partner with the latest technology on our side for this project. We continue to trust Toscotec for their commitment to our efficiency and product quality, their operational flexibility and their ability to fully meet our demands.”
At the Piechowice site, WEPA produces for the Away-from-Home market. Udo Raumann, Managing Director of WEPA Professional said, “The new line is an investment in our future. We modernise the production site by replacing the existing crepe line with state-of-the-art machinery for tissue production.”
Alessandro Mennucci, CEO of Toscotec, said, “We are proud of our strong relationship with WEPA, which made our two companies grow together as trusted partners for over 20 years. Just like we did in the past, Toscotec will line up its most advanced technology, know-how and expert team to manage and successfully complete this new turnkey project.”
About WEPA
The WEPA Group is a family business operating throughout Europe and offers sustainable and innovative hygiene solutions that provide a safe feeling of hygiene and contribute to the well-being of millions of consumers all over Europe every day. With 3,800 employees, the WEPA Group produces hygiene paper products such as toilet paper, towel paper, handkerchiefs and napkins at 13 production sites in Europe. WEPA is one of the three largest European manufacturers and is market leader in the production of hygiene paper made of recycled fibres. The annual turnover amounts to approximately 1.3 billion euros. In the consumer business unit, WEPA is the specialist for the private label of European retailers. The Professional business unit, with the brands BlackSatino and Satino by WEPA, stands for sustainable and professional hygiene solutions, which are used in public washrooms, the industry, offices or health care for example. The headquarters of the WEPA Group is in Arnsberg, North Rhine-Westphalia.
Cementing the deal: Mondi acquires two paper bag lines
Mondi Paper Bags, part of Mondi Group, a leading global packaging and paper manufacturer, has acquired two paper bag lines from Helwan Cement Company and InterCement Sacs, two major cement producers in Egypt. The acquired production lines will increase Mondi’s capacity by approximately 60-80 million bags annually and strengthen Mondi's position in the Middle Eastern bag market, particularly in supporting suppliers to the construction industry.
- Mondi Paper Bags has acquired two paper bag lines from Helwan Cement Company and InterCement Sacs1.
- With these acquisitions, Mondi’s paper bag production volume in the country will increase by approximately 60-80 million bags annually.
- As part of the agreement, Mondi will become exclusive supplier of paper bags to Helwan Cement Company and InterCement Sacs.
Mondi Paper Bags, a global producer that operates two plants in Egypt, will also become the exclusive supplier of paper bags to Helwan Cement Company and InterCement Sacs.
“We are excited to have signed long-term supply agreements with two of our biggest customers in Egypt further securing our position in the Middle Eastern market. These collaborations will offer Helwan and InterCement access to our latest innovations, industry expertise and our strong plant network and customer service in the Middle East. Thanks to Mondi’s vertical integration, our partners will further benefit from our high quality kraft paper,” said Claudio Fedalto, Chief Operating Officer of Mondi Paper Bags.
“Building sustainable partnerships is InterCement’s tagline, and it is exactly what this deal represents. It is a long and fruitful partnership, in which we will focus on our cement production, while Mondi is supplying us with high quality bags and comprehensive customer service,” said Paulo Dall’Aqua, Legal & Administration Director, Amreyah Cement.
“We are delighted to continue our relationship with a reputable and reliable global paper bags supplier like Mondi, while we can focus on our core operations, the production of grey cement and ready-mix,” said Jose Maria Magrina, Managing Director, Suez Cement Group.
(1) Notes to editors:
Helwan Cement is a subsidiary of Suez Cement Group Egypt, part of leading global cement company HeidelbergCement AG. InterCement Sacs is a subsidiary of Amreyah Cement, part of InterCement, a major Brazilian cement producer.
Mondi Paper Bags in Egypt consists of Suez Bag and Mondi Cairo. Plant photos are set out below.
About Mondi Paper Bags
Mondi Paper Bags, a business segment of Mondi Group, is the leading international producer of industrial paper bags selling more than 5 billion bags per year. Thanks to its broad range of bag specifications, Mondi Paper Bags serves major industries including cement and building materials, chemicals, food, feed and seed. The business segment operates a dense sales and service network, the specialised filling equipment department Natro Tech, as well as its Bag Application Centre, where researchers develop and test innovative packaging solutions.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative, packaging and paper solutions that are sustainable by design. Our business is fully integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer- centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2019, Mondi had revenues of €7.27 billion and underlying EBITDA of €1.66 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.
How to Keep Up Production During COVID-19 Using Smart Factory Tech?
COVID-19 has made working from home and digital collaboration new norms in enterprises. In pulp and paper, however, most processing plants do not support remote working, just yet. Because of the pandemic's lengthened impact, producers must hurry up to enable their organizations and facilities with new, flexible ways of working to keep the production running to meet increasing demands.
Kari Terho, the General Manager of Elisa Smart Factory, the industrial data analytics company explains why flexible ways of working in pulp and paper are critical post-COVID-19, and introduces an easy Smart Factory approach!
Why Does COVID-19 Hit So Hard on Processing Industries?
Due to the COVID-19 pandemic, thousands of suppliers, producers, and their customers have suffered material losses. Productions and shipments have slowed down and even stopped.
We've seen epidemics, pandemics, and other global disruptions several times before. What's so different this time around?
Earlier global disruptions have only affected specific, typically offshored production units of the supply chains in Asia. The damages were then signaled upstream, hit producers and companies elsewhere, eventually stopped productions, and canceled shipments globally.
COVID-19, however, is the first pandemic, which has directly and simultaneously impacted multiple parts of the supply chains globally. The unthinkable has become a reality for many manufacturers and processing companies. Their primary plants have had to be closed down, and this has impacted on the alternative back-up plants and suppliers.
Lock-down Impact
Why did the effects of the COVID-19 pandemic hit industrial companies so hard? It wasn't just the halted production lines; it was the simultaneous staff lock-downs, measures of social distancing, and other employee safety procedures. Pulp and paper processing require people to be on-site physically. Operators keep an eye open and run machines, while maintenance staff maintains and repairs them. Many factories and plants are not designed to be managed remotely and lack the digital tools and infrastructure that are needed to support such activities. Consequently, according to Gartner, up to 50 percent of the production workforce has been unavailable during the pandemic.
For the first time in manufacturing history - demand, supply, and workforce availability are affected simultaneously!
A Simple Smart Factory Approach to Secure Production Amid COVID-19
Here's a three-step Smart Factory technology approach to digitalize processing and provide the pulp and paper organization with tools that enable flexible remote working and seamless virtual collaboration.
What is the major hurdle to the success of digitalized manufacturing and processing? Quite simply, it is the obstacle of data silos. Many processing companies have the first-hand experience of working in a siloed organization. The first step of turning a factory or plant pandemic-proof is to tear down the data silos!
Integrate Data to Enable End-to-end Visibility
There are several stakeholders involved in each industrial organization: from procurement to material planning, production planning, sales, finance, fulfillment, and more. These teams are working in their own silos; they have siloed processes, databases, systems, and dashboards. While these might work individually, the systems do not communicate well across department borders. The production machines generate massive amounts of valuable data, also. However, this data is very difficult to collect due to the various machine-specific formats and interfaces.
This has resulted in all these important data left to reside in isolated silos. The information cannot be correlated, cross-referenced, combined, or harmonized to give an important end-to-end view on the production process, inventories, and material flows.
Tear Down the Walls of Data Silos
Start by gaining access to the data residing in the silos – i.e., production machines, systems, and other departments. This data, which is in different formats, will have to be harmonized, integrated, analyzed, and then opened for use by various applications, such as a digital twin, or a performance monitoring platform.
In practice, this will involve connecting machines and core systems - such as ERP, MES, PLM, and automation systems via a purpose-built smart factory analytics layer. This will handle the continuous stream of data generated by your machines and systems. It will collect, integrate, and analyze all the structured and unstructured data that has been collected from an unlimited number of sources.
This will result in valuable insights and can be created simply by integrating the disparate data points. The ERP systems will tell operators the inventory levels and delivery lead times; MESs will track and manage production information in real-time to provide information gems about traceability and performance; and the PLM systems will include all the information, related to a specific product, from concept to production.
Once all data is merged, a manufacturer can then gain a solid foundation for optimal digitalization. Production lines can be automated and robotized, and management will have full control over the processes, even if they are based in remote locations. Maintenance needs can be predicted and better managed.
Facilitate Virtual Collaboration via a Factory Digital Twin
It is clear that the "new normal" will require smarter ways of working, and also a higher degree of digitalization in processing companies – such as a "virtual shift" – a team of specialists who connect remotely to be available 24/7 to supervise processes, guide and support the reduced personnel present on-site.
But how can the virtual and physical shifts collaborate efficiently?
If the teams can see the production area, lines, and machines on a visual, online 3D digital twin, collaboration becomes easy. The digital twin factory is based on real-time data, and it shows what is happening in the "real" factory, either on a specific line, or a machine at any given moment – so that operators and management can make fact-based decisions.
Enable Remote, Real-time Process Monitoring through Performance Dashboards
Can managers and supervisors keep an eye on the processes when locked-down at home?
They can. It works by working with role-based performance dashboards, which collect data from all data sources and display it on a single intuitive view.
Managers can monitor the most critical production key performance indicators (KPI) and compare these against set targets in real-time. Supervisors have end-to-end visibility of the inventories, machines, and processes via performance dashboards, and can continuously optimize material flows.
Digitalization makes processing more resilient against severe disruptions by facilitating flexible ways of working. New processing tools can include digital twins, remote diagnostics, preventive maintenance, predictive analytics, virtual collaboration, and more.
In Conclusion
COVID-19 has pointed out hard lessons to industrial processing companies. We now realize that production is highly networked – and components and raw materials are sourced from all over the world. Factories and plants cannot be dependent on staff being on-site physically, any longer. Luckily, Smart Factory technology exist to enable transformation towards more flexible ways of working!
About the Author:
Kari Terho is General Manager of Smart Factory at Elisa Corporation, the leading ICT service provider in Finland. Prior to joining Elisa Smart Factory, Kari held various leadership positions in service management, and was responsible for sales and business development at tier one wireless service providers, and at global blue-chips - including Hewlett-Packard. Kari holds a Master of Business Administration.
About Elisa Smart Factory:
Elisa Smart Factory is a leading provider of artificial intelligence and industrial IoT software for industry manufacturers, processing companies, and pharmaceuticals including Metsä Group, Danfoss, ABB, Bayer, and Procter & Gamble. We connect to any data source, harness streams of data, and combine data analytics and machine learning to create outcomes like increased uptime, production quality and yield. Being part of Elisa corporation, we have decades of experience in managing vast, highly automated network infrastructures as well as predicting and preventing disruptive incidents. Our aim is to use this expertise and become the leading provider of factory digitalization solutions in Europe and beyond. For more: https://www.elisasmartfactory.com/
A.Celli Paper and Gold Hongye Paper together again: three Tissue E-WIND® T-200S rewinders purchased for the Nantong plant
The over ten-year collaboration between the two companies continues after the three A.Celli rewinders purchased for the Xiaogan plant at the beginning of the year.
The Asian Pulp and Paper (APP) Group, one of the largest and most important companies in the world as regards the production of paper, tissue and packaging materials, has signed the purchase contract for three A.Celli E-WIND® tissue rewinders T200S shaftless for the Gold Hongye Paper production plant located in Nantong, in the Chinese province of Jiangsu.

The supply will be used to process mother rolls with diameter of 3000 mm and a paper width of 5.6 m, with basis weights varying from 10.5 to 45 gsm, and with a maximum operating speed of 1100 mpm. Particularly noteworthy is that two of the rewinders are equipped with unwinders with the addition of the calender as an optional.
After the purchase of three E-WIND® T-200S for the Chinese factory located in Xiaogan and the order for the tissue rewinders supplied in 2017 to APP Indonesia, this last agreement definitively confirms the customer's trust and satisfaction with the solutions and services provided by A.Celli Paper and A.Celli Shanghai.
ABB’s new analytics and AI software helps producers optimize operations in demanding market conditions
ABB launches analytics software and services that combines operational data with engineering and IT data to deliver actionable intelligence

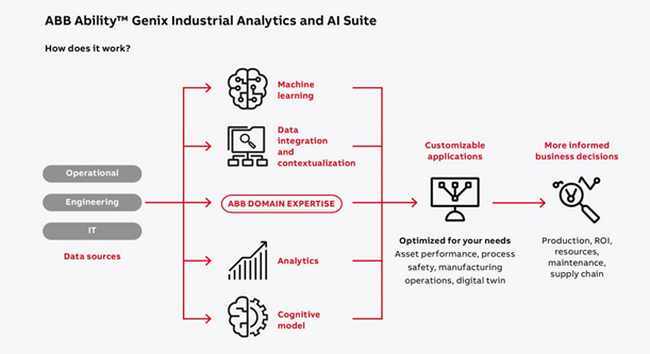
The ABB Ability™ Genix Industrial Analytics and AI Suite is a scalable advanced analytics platform with pre-built, easy-to-use applications and services. It collects, contextualizes and converts operational, engineering and information technology data into actionable insights that help industries improve operations, optimize asset management and streamline business processes safely and sustainably.
Analyst studies suggest that industrial companies typically are able to use only 20 percent¹ of the data generated, which severely limits their ability to apply data analytics meaningfully. ABB’s new solution operates as a digital data convergence point where streams of information from diverse sources across the plant and enterprise are put into context through a unified analytics model. Application of artificial intelligence on this data produces meaningful insights for prediction and optimization that improve business performance.
“We believe that the place to start a data analytics journey in the process, energy and hybrid industries is by building on the existing digital technology – the automation that controls the production processes,” said Peter Terwiesch, President of ABB Industrial Automation. “We see a huge opportunity for our customers to use their data from operations better, by combining it with engineering and information technology data for multi-dimensional decision making. This new approach will help our customers make literally billions of better decisions.”
ABB AbilityTM Genix is composed of a data analytics platform and applications, supplemented by ABB services, that help customers decide which assets, processes and risk profiles can be improved, and assists customers in designing and applying those analytics. Featuring a library of applications, customers can subscribe to a variety of analytics on demand, as business needs dictate, speeding up the traditional process of requesting and scheduling support from suppliers.
Scalable from plant to enterprise, ABB Ability™ Genix supports a variety of deployments including cloud, hybrid and on-premise. ABB Ability™ Genix leverages Microsoft Azure for integrated cloud connectivity and services through ABB’s strategic partnership with Microsoft.
“The ABB Ability™ Genix Suite brings unique value by unlocking the combined power of diverse data, domain knowledge, technology and AI,” said Rajesh Ramachandran, Chief Digital Officer for ABB Industrial Automation. “ABB Ability™ Genix helps asset-intensive producers with complex processes to make timely and accurate decisions through deep analytics and optimization across the plant and enterprise.
“We have designed this modular and flexible suite so that customers at different stages in their digitalization journey can adopt ABB Ability™ Genix to accelerate business outcomes while protecting existing investments.”
A key component of ABB AbilityTM Genix is the ABB Ability™ Edgenius Operations Data Manager that connects, collects, and analyzes operational technology data at the point of production. ABB Ability™ Edgenius uses data generated by operational technology such as DCS and devices to produce analytics that improve production processes and asset utilization. ABB Ability™ Edgenius can be deployed on its own, or integrated with ABB AbilityTM Genix so that operational data is combined with other data for strategic business analytics.
“There is great value in data generated by automation that controls real-time production,” said Bernhard Eschermann, Chief Technology Officer for ABB Industrial Automation. “With ABB AbilityTM Edgenius, we can pull data from these real-time control systems and make it available to predict issues and prescribe actions that help us use assets better and fine-tune production processes.”
Further details can be found online:
¹ARC Advisory Group
UK filter maker scores export success in Brazil
Industrial filters made in the UK are helping an expanding pulp and paper (P&P) plant in Brazil optimise the efficiency of essential process water.
Surrey-headquartered Amazon Filters has partnered with a distributor in Guarulhos near São Paulo to provide polypropylene SupaSpun cartridges for the works’ high-temperature condensate treatment.
The move marks a second vote of confidence in SupaSpun filters after the same product was chosen for boiler water treatment when the plant’s first phase of operations began in 2015.
P&P is an industry that uses considerable process water, requiring various solutions for removing contaminants, treating and reducing waste water, and protecting boiler interiors from fouling and corrosion.
SupaSpun is a range of absolute-rated meltblown depth filters, ideal for the Brazilian plant’s steam and hot water applications including condensate treatment specified at 90°C and above.

Neil Pizzey, Amazon Filters’ Managing Director, said: “More efficient use of process water in P&P is better for the environment as it reduces waste water and effluent volumes.
“We are delighted to continue partnering on the essential filtration requirements for this expanding P&P plant’s second phase of development.
“It is a further example of our ‘quick and able’ market proposition, supported by our recent £0.75 million investment programme in manufacturing capacity at our Camberley production centre.
“In strengthening our capacity, we are improving our flexibility and speed of response to bespoke orders around the world.
“Our latest Brazilian contract is a prime example of our global reach and ability to support all industry sectors who deal with process engineering and have a need for quality filtration solutions.”
4 examples of goods storage automation

The fourth industrial revolution, known as Industry 4.0, is now well underway, and the new frontier is automation, or the use of digital technologies to manage productivity.
The way that industries evolve into "intelligent" factories by upgrading their production methods and logistics is not only a matter of technological change, but also involves cultural adjustment. This process need not be sudden and drastic; indeed, it requires time and planning to attune the various structures and processes to the habits and dynamics of your team.
A smart factory cannot be created overnight, simply by purchasing advanced digital systems. It needs to be a gradual process that sustains tradition while leading a business into the digital age.
Here are some examples of companies that relied on TecnoFerrari & A.Celli synergy to automate their processes, and were able to resolve their problems and increase productivity without losing their character or abandoning their traditions.
1. Goods storage automation in Texhong Textile Group Ltd
Texhong Textile Group Ltd. is a Chinese company, specialising in the production and distribution of high quality yarns and fabrics. It is currently one of the leading suppliers in the global textile industry. This important group has decided to use A.Celli technology for the installation of a fully automated system for both warehouse management and the preparation of rolls for shipping. The system will be installed at the company's plant in Vietnam.
The order for the automated warehouse followed on from a previous order by the same customer for two rewinders and two automatic packaging/roll handling systems. With this important order, A.Celli has now become responsible for the entire downstream section of the production line: from wrapping-packaging and storage in the warehouse (including all data tracking) to preparation of the rolls for loading. The system is a customised solution that involves the use of AGVs both for handling master rolls and empty shafts in the production area and for the process of managing the rolls: from picking them after packaging to storing them in the warehouse, and subsequently preparing the load for shipment.
A.Celli has once again proved to be an important player in the Asian market, capable of developing solutions that meet the disparate needs of customers, and responding with flexibility and promptness to the many variables involved in production and logistics.
2. Goods storage automation in Cartesar
The subject of recycling has become a prominent issue in recent years, and Cartesar is an expert in this matter.
The company was founded in 1974, and is based in Salerno on the Amalfi Coast. Right from the start, the focus has been on finding the best and most innovative solutions for producing recycled paper for corrugators, using solely waste paper as raw material.
After 40 years of successful business and uninterrupted growth, it became vital to automate the services of the production chain. This was achieved by using counterbalanced TGVCs with on-board roller conveyors for transporting rolls in a vertical position, whether inside or outside the factory. In this way, the rolls can be moved to the interchange bay of the warehouse, where other TGVC vehicles, fitted with grippers, then store the rolls on high shelves in multi-tier, multi-depth ground storage warehouses.
Thanks to the automation of the handling and storage systems, there have been significant reductions in the time required for such operations, resulting in a real increase in productivity. There are also savings in relation to having to pay workers to do low-skilled jobs, and these people can be re-trained to do higher-skilled tasks.
3. Goods storage automation in Commercarta
Tradition, quality, reliability, precision and technology are the distinguishing features of the Milanese company Commercarta, which has specialised in the packaging and graphic applications sector for over thirty years.
With the launch of the 4.0 protocol, the company found itself confronting yet another technological evolution, but decided to embrace it with open arms. The challenge was to ensure maximum safety for the personnel, while also reducing the possibility of error and improving the quality of the finished product.
The new initiatives have made it possible to execute in total safety all the operations involved in handling the rolls, from storage to production. They include manoeuvring the rolls with the tilter, and moving them along the connecting routes between the production facility and warehouse sheds, using fork-type TGVP vehicles with magnetic guidance systems. The automated handling equipment is fitted with all the most advanced safety devices, to protect both employees and goods. This helps to reduce the number of accidents at work and increases the quality of the products themselves, while also cutting wastage.
4. Goods storage automation in Fater
Where is the margin for improvement when a company is already the market leader in the production of absorbent personal products and bleaches?
In the new world of Industry and Logistics 4.0, it is becoming increasingly vital to automate warehouse logistics, enabling the company to respond quickly to customers' needs while also preserving the efficiency of mass production.
The Italian company Fater is well aware of this need and has proved to be a trailblazer. The business was founded in 1958, but since 1992 has operated as a joint venture between Procter & Gamble and the Angelini Group. Every year, this Pescara-based company invests about 4% of its annual turnover in innovation, constantly raising the bar in terms of results.
A few years ago, Fater decided to focus on innovating its processes, and invested part of its revenue in automating its production lines. By designing a magnetic guidance system and using TGVP vehicles with rotating forks for handling reels and pallets, it was possible to automate the entire process of servicing the production lines. This equipment could handle any sort of material: cellulose reels, scraps or packages on pallets, and could also pick and place it in multi-depth ground storage warehouses.
This type of automation has allowed Fater to achieve greater productivity, using machines that can operate for longer hours and without breaks at night. The company can now ensure even better quality in its products, with systems that guarantee total hygiene and reduce waste due to spillage. The data collected and transmitted during the various phases can be used for analysing just in time production methods, and the company's reputation for being at the forefront of technology is a considerable boost to its image.
Do you want to know more about the solutions adopted by these 4 big companies? Download the eBook "A.Celli R-WAY AGV and other tools to automate the warehouse" and discover all the advantages for your business!