
Super User
ABB supplies electrical package and drives automation to new Grupo Gondi mill in Monterrey, Mexico
On completion, PM7 will be the largest containerboard machine in Mexico, and among the most modern in the world
ABB has supplied and commissioned a full electrical solution for major packaging paper producer Grupo Gondi at its greenfield site in Monterrey, Mexico.
The project includes switchgear, transformers, motors, drives, and automation for the paper machine drive system with the industry’s leading distributed control system, ABB Ability™ System 800xA.
The highly robust solution focuses on quality and efficiency, and ABB will also supply a specialty instrumentation package to enable Gondi to optimize operations while maintaining low energy costs. Commissioning of the project is close to completion, with startup of the paper machine scheduled this month, September 2020.
ABB worked with Grupo Gondi’s trusted local partner, Grupo BTO, on the supply of the electrical and drives automation system. This collaboration ensures the best lifecycle support for the systems long after start-up is completed.
 ABB drive systems for paper machines
ABB drive systems for paper machines
“Given the importance of this project, working with a reliable and experienced supplier that guaranteed meeting stringent paper machine specifications was crucial,” said José Iribarne, Project Director, Monterrey Mill, Grupo Gondi. “ABB also has solid resources for support and maintenance in Mexico, and we look forward to working with them to ensure ongoing success.”
“This landmark project with Grupo Gondi strengthens our position as a leading supplier of end-to-end solutions to the pulp and paper industry in Mexico,” said Steve St. Jarre, head of business development, Pulp and Paper, Process Industries, ABB. “Our comprehensive portfolio allows us to align solutions with customer needs and provide integrated, digital solutions backed by global expertise gained from more than 100 years of industry experience.”
Grupo Gondi is the leading company in paper and cardboard packaging, with 65 years of experience in the Mexican market. Currently, Grupo Gondi employs over 7,500 people, with 15 converting plants and 6 recycled paper machines in operation for a current paper production of 650,000 tons per year. With the new paper machine at Monterrey, the Group will increase its capacity to over 1 million tons per year. Gondi’s packaging solutions carry products from its clients to more than 190 countries worldwide, supported by certified processes and international regulations, offering high quality products and services to the market, with the support of the Gondi Paper and Packaging Investigation Center (CIPEG, for its initials in Spanish), which on a daily basis researches for innovational contributions to the success of its clients.
Grupo BTO was established in 2000 to provide complete automation and electrification solutions for its customers throughout Mexico, mainly in process industries. BTO is certified as a Value Provider Technical Distributor of ABB, and BTO and ABB have been successfully working in partnership for the last 20 years.
Metris DryQ from ANDRITZ improves performance at Montes del Plata
The new intelligent solution for pulp drying, Metris DryQ, developed by international technology group ANDRITZ, is operating successfully at the Montes del Plata pulp mill in Punta Pereira, Uruguay. It was installed in September 2019 as part of a mill-wide service agreement called SYNERGY, which includes remote support and local assistance by ANDRITZ experts, with the aim of boosting dryer performance and stabilizing the process.
Gabriel Machado, in charge of the Montes del Plata fiberline, says “We have been very impressed with ANDRITZ's professional and transparent approach to the Metris DryQ project since the very beginning. The experts involved, both at the mill and remotely, support us in every aspect of drying line operations. We now have a drying line that is performing in a much more stable and efficient way. It gives us a lot of confidence to have ANDRITZ experts right with us as we deal with any challenges that may arise.”
 Metris DryQ was installed at Montes del Plata and applied to the mill's two drying lines in September 2019. © ANDRITZ
Metris DryQ was installed at Montes del Plata and applied to the mill's two drying lines in September 2019. © ANDRITZ
Metris DryQ combines ANDRITZ’s long-standing pulp drying expertise with the latest digital technologies and thus provides crucial support for customers in achieving their production and sustainability targets. The Metris DryQ team analyses available plant data, compares it with data already gathered, evaluates the results based on decades of expertise and thus provides valuable output for business intelligence, quality management and process information. These results play a vital role in increasing the efficiency of systems already installed and thus secure high drying line performance.
Under the brand name Metris, ANDRITZ offers a broad and constantly growing range of innovative products and services in the industrial digitalization sector, helping customers to enhance plant efficiency and profitability, optimize the use of resources, achieve constant and highest product quality, reduce production downtime and maximize user-friendliness.
Martin Hornig is the new Vice President Service & Solutions at W+D
 Martin Hornig has taken over the position of Vice President Service & Solutions at Winkler+Dünnebier GmbH (W+D) on September 1, 2020. He reports directly to the management.
Martin Hornig has taken over the position of Vice President Service & Solutions at Winkler+Dünnebier GmbH (W+D) on September 1, 2020. He reports directly to the management.
In his new role, Mr. Hornig will manage W+D's worldwide service activities. Before that, he was Head of Sales and Service at well-known German mechanical engineering companies. Martin Hornig has extensive specialist knowledge in the areas of services, after sales and project management.
ABOUT WINKLER+DÜNNEBIER GMBH Winkler+Dünnebier GmbH (W+D) offers a wide range of highly efficient, integrated system solutions for the mail and postal industry, as well as for the tissue and hygiene industry. With more than 100 years of industry-shaping innovations, W+D has core competence in the converting and processing of thin and in-homogeneous materials—such as paper, tissue and nonwovens—at high speeds and tight tolerances. With innovative and tailor-made system solutions and services, W+D focuses on the entire internal value chain for its customers. Part of the Barry-Wehmiller family, W+D has production and distribution sites in Germany, Malaysia and the United States, with sales and service support around the world. For more, go to w-d.de.
ABOUT BARRY-WEHMILLER Barry-Wehmiller is a diversified global supplier of engineering consulting and manufacturing technology for the packaging, corrugating, sheeting and paper-converting industries. By blending people-centric leadership with disciplined operational strategies and purpose-driven growth, Barry-Wehmiller has become a $3 billion organization with more than 11,000 team members united by a common belief: to use the power of business to build a better world. To learn more, go to www.barrywehmiller.com
AFRY further strengthens its presence in Vietnam by establishing AFRY Vietnam Limited
AFRY has strengthened its presence in the growing Vietnamese consulting engineering market by establishing a new local subsidiary, AFRY Vietnam Limited.
![]() AFRY’s long history in Vietnam goes back to its first project in Hanoi in 1978 and the establishment of a Representative Office in 1997. However, it is in the last twenty years that AFRY has grown to be one of the leading providers of international consulting engineering services in Vietnam. With the establishment of the local subsidiary, AFRY is now taking the next step in strengthening its local presence in this growing market. Vietnam is one of the most dynamic consulting engineering markets in Asia due to the significant industrial and commercial development taking place. Vietnam is expected to continue to be one of the fastest growing economies, with further acceleration from the EU free trade agreement, which was finalised by August 1st 2020, as well as from the relocation of industries taking place in Asia.
AFRY’s long history in Vietnam goes back to its first project in Hanoi in 1978 and the establishment of a Representative Office in 1997. However, it is in the last twenty years that AFRY has grown to be one of the leading providers of international consulting engineering services in Vietnam. With the establishment of the local subsidiary, AFRY is now taking the next step in strengthening its local presence in this growing market. Vietnam is one of the most dynamic consulting engineering markets in Asia due to the significant industrial and commercial development taking place. Vietnam is expected to continue to be one of the fastest growing economies, with further acceleration from the EU free trade agreement, which was finalised by August 1st 2020, as well as from the relocation of industries taking place in Asia.
In Vietnam, AFRY is active in power generation (including renewable wind and solar power), waste-to-energy, LNG, pulp and paper, forestry, automotive, infrastructure, water and wastewater, environmental and management consulting sectors, and its service provision covers the whole project life cycle from early phase development through construction and commissioning, as well as operations support. AFRY currently employs 40 personnel in Vietnam, with staff numbers projected to continue growing in 2020 and 2021.
Contact information
Tomas Camen
Managing Director, AFRY Vietnam Ltd.
Tel. +46 723 700 750
Jacques de Beer
General Director, AFRY Vietnam Ltd.
Tel. +84 904 116 168
https://afry.com/en/offices/vietnam
Did you know?
- In Vietnam, AFRY combines the ÅF Consult and Pöyry operations in the country.
- Altogether, AFRY has executed over 150 consulting engineering assignments in Vietnam.
- In the energy field, AFRY has an overall track record of providing owner’s engineering services for construction of over 10,000 MW of thermal, hydro, wind and solar power in Vietnam, representing over 15% of the installed power generation capacity. In addition, AFRY has been Lenders Technical Advisor in 5,000 MW of power generation projects in Vietnam.
- In the renewable energy field, AFRY has been involved in over 2,200 MW of solar and 2,000 MW of wind power projects in Vietnam. In addition, AFRY is involved in some of the first waste-to-energy projects in the country.
- In urban infrastructure development and engineering, AFRY has completed over 20 assignments with different cities and municipalities throughout Vietnam, particularly in the water/ wastewater/ sanitation and solid waste management sectors providing a range of services from technical support with project and contract management, planning, design review and procurement, construction supervision, operation and maintenance, to capacity building and institutional strengthening.
- In the environmental and social sectors, AFRY has undertaken over 10 assignments assessing environmental and social impacts, their monitoring during project implementation, together with social surveys and community development.
- AFRY is supporting the first domestic car company of Vietnam in research and development projects for future products.
About AFRY
AFRY is an international engineering, design and advisory company. We support our clients to progress in sustainability and digitalisation.
We are 17,000 devoted experts within the fields of infrastructure, industry and energy, operating across the world to create sustainable solutions for future generations.
Making Future
All green products start with a #Greensource: Climate neutrality with Europe’s forest fibre industry
Cepi, the Confederation of European Paper Industries, and EPIS, the European Pulp Industry Sector Association and its members, present their #GreenSource initiative, a European-wide effort to explain how the forest-fibre industries make the 2050 climate neutrality target a reality.
The forest-fibre industry wishes to offer innovative solutions to the needs of the European citizens and contribute to a sustainable lifestyle while making sure that forests keep growing, absorbing CO2 and protecting biodiversity.
 A recent scientific study commissioned by Cepi on the Climate effect of the forest-based sector in the European Union shows that, thanks to the forests and forest-based products, we take 806 million tons of CO2 out of the atmosphere every year – this corresponds to 20% of the EU’s annual emissions - while bringing 3.5 million jobs, especially to rural areas.
A recent scientific study commissioned by Cepi on the Climate effect of the forest-based sector in the European Union shows that, thanks to the forests and forest-based products, we take 806 million tons of CO2 out of the atmosphere every year – this corresponds to 20% of the EU’s annual emissions - while bringing 3.5 million jobs, especially to rural areas.
“We can help decarbonise the economy and revolutionise consumption habits thanks to our innovative alternatives to fossil-based materials. According to a recent Material Economics[1] study, 25% of plastics could be easily replaced with paper and board already today without compromising end-product functionality.” Jori Ringman, Cepi DG.
We provide fossil-free alternative solutions for many sectors already today: media, packaging, health care and hygiene but also and increasingly for textiles. Cellulose-based materials might even replace the graphite used in portable technologies and the virtually limitless possibilities in biorefineries help us champion in bio-based green chemistry.
In times of COVID-19, it’s important to remember that we are delivering packaging, tissue and hygiene products that are essential to EU citizens while being good for the planet and good for the European economy.
#GreenSource is the common voice of our industry rising to tell the world how we are making a difference in the transition to a sustainable and climate-friendly future.
To learn more, watch our introductory video here.
[1] https://materialeconomics.com/publications/sustainable-packaging
About Cepi:
Cepi is the European association representing the paper industry. We offer a wide range of renewable and recyclable wood-based fibre solutions to EU citizens: from packaging to textile, hygiene and tissue products, printing and graphic papers as well as speciality papers, but also bio-chemicals for food and pharmaceuticals, bio-composites and bioenergy.
We are a responsible industry: 92% of our raw materials are sourced in Europe and certified as sustainable, 91% of the water we use is returned to the environment, in good condition. We are the world champion in recycling at the rate of 72%. At the forefront of the decarbonisation and industrial transformation of our economy, we embrace digitalisation and bring 20 billion value addition to the European economy and €5.5 billion investments annually.
More information about our sustainability performance here.
Through its 18 national associations, Cepi gathers 500 companies operating 895 mills across Europe and directly employing more than 180,000 people.
Successful startup of cutting-edge packaging paper machine Propapier PM 3
German paper manufacturer Progroup AG has successfully commissioned the PM 3, one of the most modern packaging paper machines in the world, at the company’s Sandersdorf-Brehna facility in Saxony-Anhalt. The PM 3 is set to produce 750,000 tons of testliner and corrugated medium annually. A comprehensive sustainability concept ensures the least possible consumption of resources.
- New production line at Progroup AG is setting benchmarks for efficiency and sustainability
- Voith realized the project as a full-line supplier and developed customer-specific solutions
- Timely startup despite pandemic
Thanks to its exceptional flexibility and the close consultation between all project participants, the companies managed to complete the PM 3 within the original schedule despite the restrictions imposed by the coronavirus pandemic. “The successful startup within the planned schedule represents an important milestone in our growth strategy,” explains Maximilian Heindl, Member of the Board and Chief Development Officer at Progroup AG. “By deploying extra personnel and working additional day and night shifts, we were able to accelerate the work in such a way as to enable us to meet the commissioning date,” says René Bauer, Project Manager at Voith.
 The PM 3 in Sandersdorf-Brehna is setting new benchmarks for efficiency and sustainability.
The PM 3 in Sandersdorf-Brehna is setting new benchmarks for efficiency and sustainability.
As a full-line supplier, Voith delivered the entire production line including a BlueLine stock preparation with the new IntensaDrum Duo drum pulper, which can process almost 3,000 tons of recovered paper a day. The XcelLine paper machine has a wire width of 10,000 mm and an operating speed of 1,600 m/min. The TwinDrive double unwind also included in the scope of supply increases winder capacity by up to 20 percent and allows automated full reel changes. It is complemented by the high-performance winder VariFlex Performance. The scope of supply also includes the process air and hall ventilation systems. Based on a long and successful cooperation, Voith also received a comprehensive startup clothing package for all sections of the paper machine.
Other key innovations include the closed water loop that Voith developed in collaboration with Progroup. In this system, all water used in the paper production process is cleaned in the company’s own water treatment facility using anaerobic and aerobic biological treatments and is then returned to the production process in a resource-conserving manner. This allows a wastewater-free paper production process.
 Closed water loop: All water used in production is cleaned in the company’s own water treatment plant and then returned to the production process.
Closed water loop: All water used in production is cleaned in the company’s own water treatment plant and then returned to the production process.
“Thanks to the integrated water treatment plant, we save about 3.75 million liters of fresh water annually. This is equivalent to the water consumption of more than 80,000 people,” explains Maximilian Heindl. “The Eco-Management and Audit Scheme (EMAS) certification of the European Union verifies the sustainability of our facility.” For the new facility, Progroup is additionally investing around €100 million in resource-saving technologies and environmental protection.
Apart from its particularly efficient and resource-conserving operation, the paper machine is also a cutting-edge solution thanks to the components from the new XcelLine machine and equipment design. Streamlined structures and exceptional materials ensure a professional structured impression and calm overall effect. The optimization of functional elements, such as the improved walkway design of PM 3, has simplified operation. Moreover, the headbox foundation, VariFlex Performance winder and Sirius winding system have been integrated into the new design of the entire paper machine. These changes simplify maintenance work and at the same time improve occupational safety
 From left to right: René Bauer, Project Manager at Voith Paper; Peter Resvanis, Project Manager at Progroup AG; Maximilian Heindl, Member of the Board and Chief Development Officer at Progroup AG; and Dr. Michael Trefz, President Projects at Voith Paper.
From left to right: René Bauer, Project Manager at Voith Paper; Peter Resvanis, Project Manager at Progroup AG; Maximilian Heindl, Member of the Board and Chief Development Officer at Progroup AG; and Dr. Michael Trefz, President Projects at Voith Paper.
Waggeryd Cell selects AFRY Pulse to help improve efficiency and digitalisation
The pulp manufacturer Waggeryd Cell AB has selected AFRY’s digital software and system platform, “AFRY Pulse”, to increase productivity and efficiency at their mill located in Vaggeryd, Sweden.
Waggeryd Cell pulp mill is owned by the ATA Group, which is a Swedish producer of sawn wood products. The majority of the bleached CTMP pulp produced by the mill is exported. With an annual capacity of approximately 180,000 tonnes per year, the mill is already considered to be very efficient.
![]() With the goal to develop and increase the plant's utilisation rate further, Waggeryd Cell has chosen to install AFRY Pulse with the objective of reaching more structured and continuous improvement. A warehouse management module will also be installed to streamline the production process further. Installation and configuration will take place during Q4, 2020.
With the goal to develop and increase the plant's utilisation rate further, Waggeryd Cell has chosen to install AFRY Pulse with the objective of reaching more structured and continuous improvement. A warehouse management module will also be installed to streamline the production process further. Installation and configuration will take place during Q4, 2020.
AFRY Pulse is a prominent and modern production support software developed by AFRY. The software helps to maximise availability in industrial processes, and thereby increases productivity. Through a modern and user-friendly interface, the user can easily gain an overview the production, be in control of directing efforts where required or find places in the production chain where there is spare capacity, and thus work in a more proactive manner.
"AFRY Pulse is a platform that suits our needs today and, at the same time, allows us to continue developing and streamlining our business. Through the platform, we can facilitate the demands of daily work and simplify the follow-up of production,” says Peter Dahlbom, CEO of Waggeryd Cell AB.
AFRY Pulse is integrated with the process and the physical equipment and other more administrative systems. It also provides an overview of the process and an opportunity to provide feedback throughout the manufacturing process. At the same time, the user gains complete traceability and transparency within the system, such as OEE (Overall Equipment Effectiveness), to see where there is untapped potential.
“We are pleased that Waggeryd Cell has chosen our platform to achieve even greater efficiency in their production. We look forward to support their efforts to develop their facility and their choice to use our AFRY Pulse platform," says David Andersson, Section Manager Industrial Digitalization at AFRY in Sweden.
Valmet to supply new bleach plant and upgrade of batch cooking and fiberline to ITC's Bhadrachalam pulp mill in India
Valmet will deliver a new bleach plant and upgrade of the batch cooking and fiberline to ITC's Bhadrachalam pulp mill in India.
The order is included in Valmet's orders received of the third quarter 2020. The order value will not be disclosed. An order of this scope is typically around EUR 20-30 million. The start-up is scheduled for 2022.
The Bhadrachalam pulp mill has an increased demand of pulp due to continuous expansion in board production. The company has recently invested in Valmet’s board machine, a new high power recovery boiler and ash leaching plant.
![]() “Valmet has been a trusted partner for our paperboard and chemical pulp lines and has constantly put efforts in research and development of the operation issues and input condition changes. For this reason, ITC's management chose Valmet as the supplier of the new bleach plant,” says Sanjay Singh, Divisional Chief Executive, ITC Limited, Paperboards and Specialty Papers Division.
“Valmet has been a trusted partner for our paperboard and chemical pulp lines and has constantly put efforts in research and development of the operation issues and input condition changes. For this reason, ITC's management chose Valmet as the supplier of the new bleach plant,” says Sanjay Singh, Divisional Chief Executive, ITC Limited, Paperboards and Specialty Papers Division.
"Valmet and ITC have put a lot of effort into a thorough pre-engineering aiming at increasing the production, reducing operating costs and improving the fiberline’s availability. I am happy to say that the outcome is a state-of-the-art process solution combining existing equipment with the latest technology, which will allow ITC to increase its pulp production with improved pulp quality at reduced cost per ton of pulp. This project is the result of good cooperation between ITC and Valmet, and we are committed to continuing to support ITC with the latest technology and strong local presence in India," says Varun Jain, Director, India Region, Valmet.
Information about Valmet’s delivery
Valmet’s delivery includes new bleach plant, batch cooking extension and fiberline upgrade. The supply scope consists of main equipment, basic engineering, training, site services and corresponding spare parts. In addition to this, the delivery also includes Valmet Industrial Internet VII for Pulp Quality solutions for the new bleach plant in order to secure reliable and efficient operation.
Information about the customer ITC Limited
ITC Paperboards and Specialty Papers Division is among the leaders in the paper and paperboard business with solutions to meet a diverse cross-section of packaging and communication needs. With emphasis on harnessing technology, the company has emerged as the largest manufacturer of packaging and graphic boards in South Asia. ITC's Paper Board and Specialty Paper's Division has eleven machines at three locations with production capacity of 800,000 tons per annum. End-market products are surface sized printing and writing papers, non-surface sized printing and writing papers, paperboards and coated boards.
Verso Introduces Direct Mail Promotion: Vote for Verso Papers
Promotion Provides Tips for Reaching Voters during Political Campaigns
Verso Corporation (NYSE:VRS) has just introduced a new direct mail promotion, Vote for Verso Papers, to create awareness of its extensive 7 & 9 pt. sheetfed, digital, web and inkjet printing papers amongst those designing and printing direct mail for political campaigns. The promotion was printed on a sheetfed printing press on Verso's Anthem Plus® Gloss, 7 pt. cover.
 "Direct mail lets you reach the right voters with the right message," said Senior Vice President of Sales and Marketing Aaron Haas. "In fact, mail works well for campaigns looking to reach specific audiences on topics and issues that are just not possible with mass communication, while connecting them to online content that provides more information on a candidate's views."
"Direct mail lets you reach the right voters with the right message," said Senior Vice President of Sales and Marketing Aaron Haas. "In fact, mail works well for campaigns looking to reach specific audiences on topics and issues that are just not possible with mass communication, while connecting them to online content that provides more information on a candidate's views."
The promotion includes a chart that helps those designing direct mail select the appropriate print method based on the level of personalization desired and print quantity, and choose the right 7 or 9 pt. Verso paper that meets United States Postal Service (USPS) direct mail requirements.
Haas adds, "Selecting Verso papers for printed collateral is an effective way for all U.S. candidates to convey their important political messaging, while demonstrating to voters that they support U.S. based companies like Verso and U.S. based manufacturing jobs. Moreover, because paper is both renewable and recyclable, using direct mail demonstrates a candidate's commitment to environmental sustainability."
To learn more about Verso's line of direct mail papers, please visit our website versoco.com.
Hardwood Chip Trade in the Pacific Rim in the 2Q/2020
Demand for imported hardwood chips in China and Japan plummeted in the 2Q/20 as a result of reduced consumption of pulp and paper in the two countries
The world’s two largest purchasers of wood chips China and Japan drastically reduced their chip importation in the 2Q/20. With the Covid-19 taking a toll on pulp and paper consumption in the two countries, demand for wood fiber was down substantially from the first quarter of the year.
Over the past seven years, Japan has consistently imported just over 2.5 million odmt of hardwood chips per quarter. This changed in the 2Q/20, when the import volume fell 18% q-o-q to slightly less than two million odmt, reports the Wood Resource Quarterly. In June this year, a record low of only 490,000 odmt arrived at Japanese ports, down 30% from the same month in 2019. Shipments from South Africa, Brazil and Vietnam declining the most.
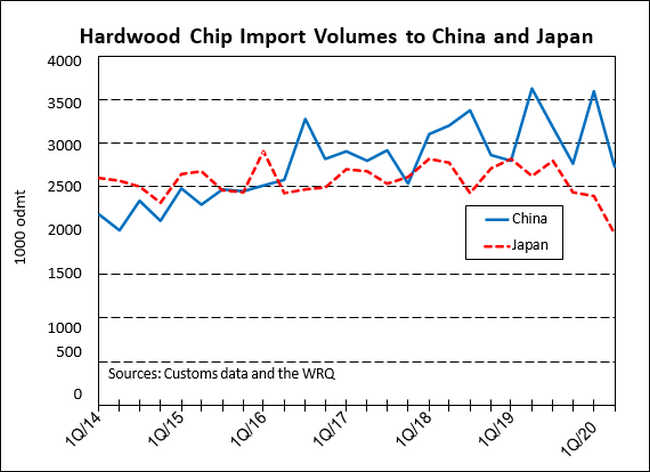
Although import volumes to Japan fell during the spring, import prices increased slightly in the 2Q/20, averaging $193/odmt, up from the 1Q/20 price of $191/odmt.
In the 2Q/20, the volumes of chip imported to China fell more q-o-q than they did in Japan. The decline was driven by two main causes: reduced pulp production in China, and an increase in the importation of market pulp at record low prices. These market pulp imports came as a substitute for domestically produced pulp. The import volume was down from 3.6 million odmt in the 1Q/20 to 2.7 million odmt in the 2Q/20, the lowest level in almost three years.
Most of the larger pulp mills in China rely almost exclusively on imported wood chips to supply their wood fiber needs. A closer look at the import data (by port) indicates that the pulp mills in the southern provinces of China, including the APP’s and Chenming’s plants, reduced imports of Eucalyptus chips the most from the 1Q/20 to the 2Q/20. This was also the region where chip import prices fell the most during the first half of 2020.
Interested in wood products market information from around the world? The Wood Resource Quarterly (WRQ) is a 67-page report, established in 1988 with subscribers in over 30 countries. The report tracks prices for saw log, pulpwood, lumber & pellets worldwide and reports on trade and wood market developments in most key regions around the world. For more insights on the latest international forest product market trends, please go to www.WoodPrices.com